Trapezni navoj se naširoko koristi za proizvodnju raznih vijaka, koji se koriste za razne proizvodna oprema. Na primjer, za alatne strojeve, uređaje za podizanje, preše. Ova nit izgleda kao jednakokraki trapez, dok profilni kut može imati razna značenja: 15, 24, 30, 40°. U procesu rada vijka, na kojem se reže trapezni navoj, pojavljuju se sile trenja koje nastaju na prirodan način. To jest, zbog prisutnosti maziva, hrapavosti površine, kao i kuta profila.
Vrste niti
Do danas postoje takve vrste:
- Metrički. Služi za fiksiranje nekoliko elemenata. Uvjeti rezanja postavljeni su u regulatornoj dokumentaciji. Profil je trokut s jednakostraničnim kutovima. Ovaj pokazatelj je 60 °. Vijci s metričkim navojem izrađuju se s malim i velikim koracima. Prvi tip se koristi za pričvršćivanje elemenata od tanke ploče kako bi se stvorila povećana nepropusnost. Ova vrsta veze može se naći u preciznim optičkim instrumentima.
- Stožast. Izrađuje se na isti način kao i prethodni pogled, ali se uvijanje vrši do dubine od 0,8 mm.
- inča. Do danas ne postoji regulatorni dokument koji bi ukazivao na dimenzije niti. Inčni navoj se koristi u popravku različite opreme. U pravilu se radi o starim uređajima i uređajima. Njegovi glavni pokazatelji su vanjski promjer i korak.
- Cilindrična cijev. Ovaj pogled je jednakokraki trokut, gornji kutšto je 55°. Takav unutarnji navoj koristi se za spajanje cjevovoda, kao i dijelova od tankog limenog materijala. Preporuča se kada postoje posebni zahtjevi za nepropusnost spoja.
- Cijev konusna. Unutarnji navoj mora biti u skladu sa svim zahtjevima regulatornih dokumenata. Veličine su potpuno standardizirane. Koristi se za spajanje raznih vrsta cjevovoda.
- Uporan. Ovaj pogled je nejednak trapez, gdje je jedna strana nagnuta za 3 °, a druga za 30 °. Prva strana radi. Određuje se oblik profila, kao i promjer stepenica normativni dokumenti. U skladu s njima, navoj se izrađuje s promjerom od 10 do 600 mm, dok je maksimalni korak 24 mm. Koriste se tamo gdje su potrebne povećane sile držanja.
- Krug. Profil navoja sastoji se od raznih lukova međusobno povezanih ravnim linijama. Kut profila je 30°. Ova vrsta niti se koristi za one veze koje su izložene agresivnom okruženju.
- Pravokutan. Nije sadržano ni u jednom regulatornom dokumentu. Njegova glavna prednost je visoka efikasnost. U usporedbi s trapezoidnim tipom, manje je izdržljiv, a također uzrokuje mnoge neshvatljive trenutke u njegovoj proizvodnji. Glavno mjesto primjene su dizalice i različite vrste vijci.
- Trapezoidni. Ima oblik jednakokračnog trapeza s profilnim kutom od 30°. Trapezni navoj, čije su dimenzije utvrđene u dokumentaciji, koristi se za spajanje različitih elemenata proizvodne opreme.
Uvjeti proizvodnje
U usporedbi s drugim vrstama, trapezoidne niti su mnogo lakše za proizvodnju.

Zato se često koristi na raznim poljima. Najpopularniji je acme vijak, koji ima kut profila od 30°. Tehnologija proizvodnje vrlo je slična onoj koja se koristi za rezanje pravokutnih niti. No ipak postoje značajne razlike u pogledu točnosti i čistoće izrade. Trapezoidno rezanje navoja ne razlikuje se od istog postupka s pravokutni pogled. Na ovaj trenutak postoji nekoliko takvih načina.
Izrada vijka s jednim rezačem
Trapezni jednostruki navoj izrađuje se na sljedeći način:
- obradak se priprema i izrađuju se kanali za oštrenje;
- rezač se izoštrava prema posebno pripremljenom predlošku;
- provode se ugradnja i pričvršćivanje zaoštrenog elementa. Treba ga postaviti tako da se središta poklapaju i budu paralelna s reznom osi;
- oprema se uključuje i radni komad se dovodi za narezivanje navoja;
- gotovi dio provjerava se prema gotovom predlošku.
Rezanje s tri rezača
Ova metoda je sljedeća:
- priprema se priprema;
- izoštrena su tri rezača - ravna, uska i profilna;
- ugradnja i pričvršćivanje pripremljenih elemenata. Mogu se nalaziti okomito ili paralelno s osi niti. Sve ovisi o kutu nagiba.
Uobičajena metoda proizvodnje
U proizvodnji se rezanje trapeznih niti odvija na ovaj način:
- provjeravanje i podešavanje radne opreme;
- zahvaljujući rezaču s utorima, na vijku se izrađuju male udubine;
- pomoću uskog elementa s prorezima, vijak se reže na određeni promjer;
- uz pomoć profilnog proreznog elementa, finalna proizvodnja trapezni navoj;
- gotovi dio provjerava se prema gotovim predlošcima.
Trapezni navoj: dimenzije
Kao što je ranije rečeno, ovu vrstu konac ima oblik trapeza, u kojem kut između strana može imati različite vrijednosti. Sve glavne dimenzije su postavljene u skladu s GOST-om.

Za tip s jednim startom, trapezni navoj (dimenzije - GOST 9481-81) ima dimenzije i korake različitih promjera - od 10 do 640 mm. Osim toga, može biti višenitna, kao i uvijena na lijevu ili desnu stranu. Ovi pokazatelji su normalizirani GOST 24738-81.
Gdje se koristi
Za funkcioniranje bilo kojeg elementa, kao što je stroj ili mehanizam, potrebno je izvesti obvezni uvjet: rotacijski pokreti moraju se pretvoriti u translacijske.

Ovaj princip se koristi za proizvodnju raznih strojeva, uređaja, upravljačkih sustava koji se koriste u industrijskom sektoru.
Prednosti niti
Učinkovitost rada na transformaciji rotacijskih pokreta u translacijska provodi se uz pomoć matice i vijka. Unatoč činjenici da ovi dijelovi izgledaju jednostavno, zahtijevaju brigu u njihovoj proizvodnji. Upravo ti dijelovi određuju performanse i pouzdanost ne samo sastavni elementi ali i svu radnu opremu.
Značajke navoja s više pokretanja
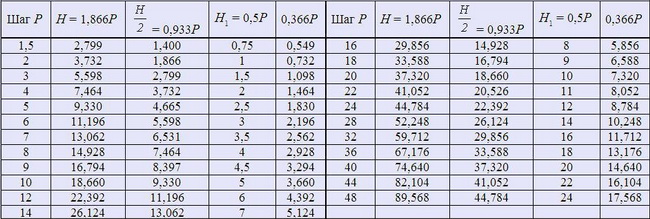
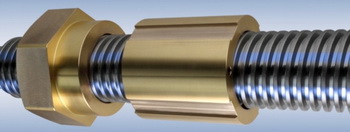
Da bi se vijak dao karakteristikama čvrstoće i povećao njegov hod, koristi se trapezni navoj s više pokreta. U ovom slučaju, svi parametri, kao što su visina niti, njegov promjer, potpuno su isti, s pogledom s jednim startom. Jedina razlika je u broju poteza po koraku. Na primjer, niti s tri početka imaju prednost tri puta veću od visine. Sve se to može vidjeti na slikama.
Navedimo primjer kako bi ovaj pogled bio razumljiv svima. Svi koriste obične poklopce za čuvanje povrća i voća. Da biste ih otvorili, morate uložiti minimum napora. Pri korištenju cilindara velikih promjera puno je teže ući u utore niti s jednim navojem. Zato koriste višestruki prolaz.
Ova vrsta niti može se odrediti vizualno, samo pogledajte sliku.

Možete vidjeti točno koliko zavoja ide od početka vijka. Niti s više navoja proizvode se složenim tehnologijama i, sukladno tome, skuplji su.
Ostale prednosti
Trapezni zglobovi imaju mnogo pozitivne kvalitete. Zato se koriste u raznim proizvodne industrije. Najzastupljenije područje je strojarstvo. Dakle, njihove prednosti uključuju sljedeće:
- sposobnost sastavljanja i rastavljanja razni uređaji neograničena količina jednom;
- prikladan proces rastavljanja i montaže;
- pouzdanost navojne veze;
- jednostavan proizvodni proces;
- samoregulacija sile kompresije;
- proizvodnja dijelova u raznim izvedbama.
Nedostaci veze
Nema toliko negativnih aspekata ove vrste veze. Jedna od njih je pojava velikog stresa u depresijama. Osim toga, ne mogu se koristiti u uređajima i mehanizmima koji imaju visoke vibracije, jer se vijci mogu sami odvrnuti, što nije dobar znak.

Stoga je potrebno to pratiti, te u slučaju takve situacije ispraviti položaj vijaka.
Takva kvaliteta kao što je trošak može se pripisati i pozitivnim i negativnim stranama.

Niti s jednim startom koštaju znatno manje od niti s više pokretanja. Ovdje svatko bira prema osobnim preferencijama. Mnoge dizajnerske organizacije koriste višesmjerne niti, jer su pouzdane i izdržljive.
Dakle, saznali smo što je ova vrsta veze poput trapeznog navoja, njegove dimenzije, prednosti i nedostatke.
Profili i veličine navoja
(GOST 9484-81)Standard se odnosi na trapezoidne navoje i utvrđuje profile i dimenzije njegovih elemenata.
GLAVNI PROFIL
Primjer simbola za trapezoidni jednostruki navoj nominalnog promjera 20 mm, nagiba od 4 mm i tolerancijskog polja prosječnog promjera 7e:
Tg 20 x 4 -7e
NOMINALNI PROFILI
vanjski i unutarnji navoj
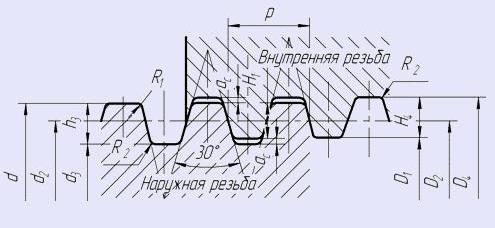
h 3 - visina profila vanjskog navoja; H 4 - visina profila unutarnjeg navoja; d 3 - unutarnji promjer vanjskog navoja; D4- vanjski promjer unutarnji navoj; R 1 - radijus zaokruživanja na vrhu vanjske niti; R 2 - radijus uvijanja u šupljini vanjskih i unutarnjih navoja; a c - zazor na vrhu navoja.

PROMJERI I KRATAK
trapezni jednostruki navoj prema GOST 24737-81
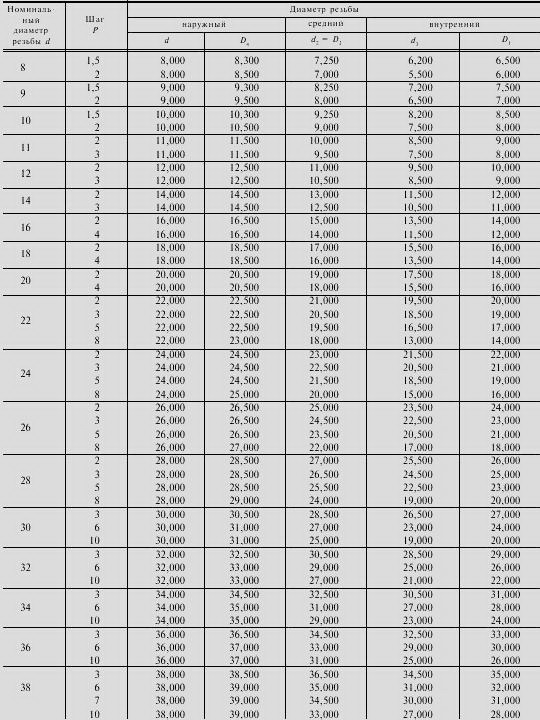
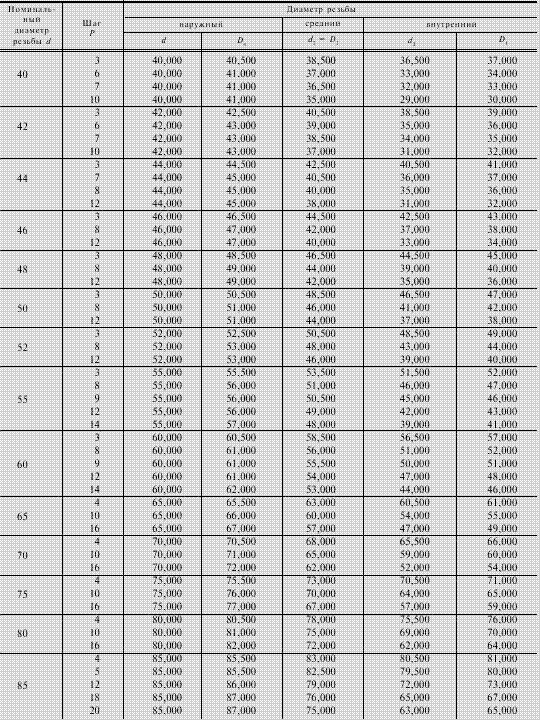
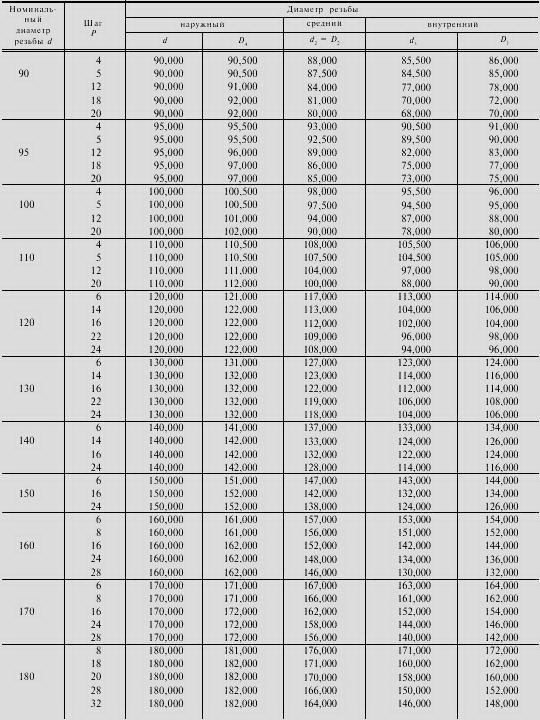
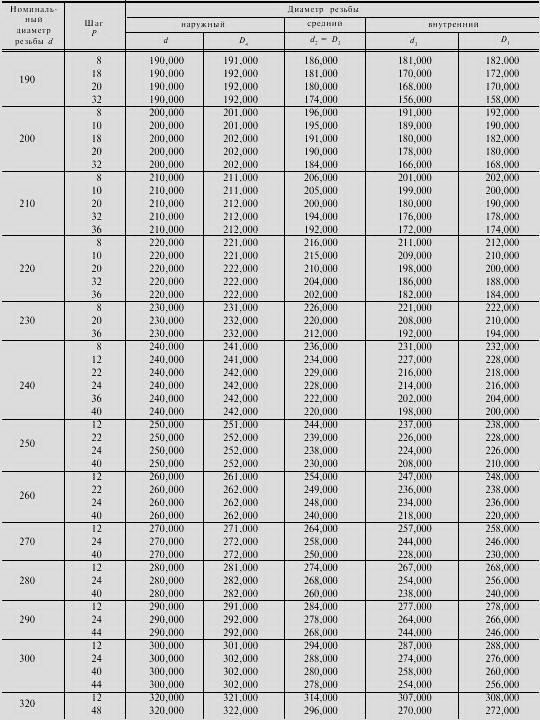
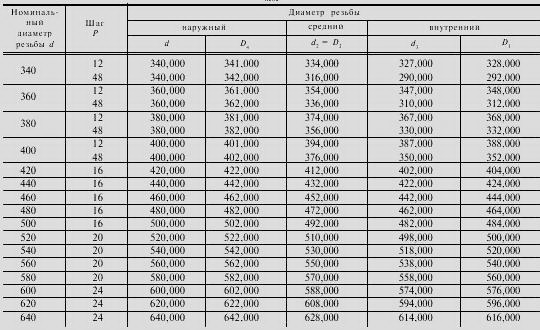
Preferirani promjeri i koraci navedeni su u GOST 24738-81. Numeričke vrijednosti tolerancija promjera i koraka - prema GOST 9562-81
PROMJERI I KRATAK
trapezni višestruki navoj prema GOST 24739-81
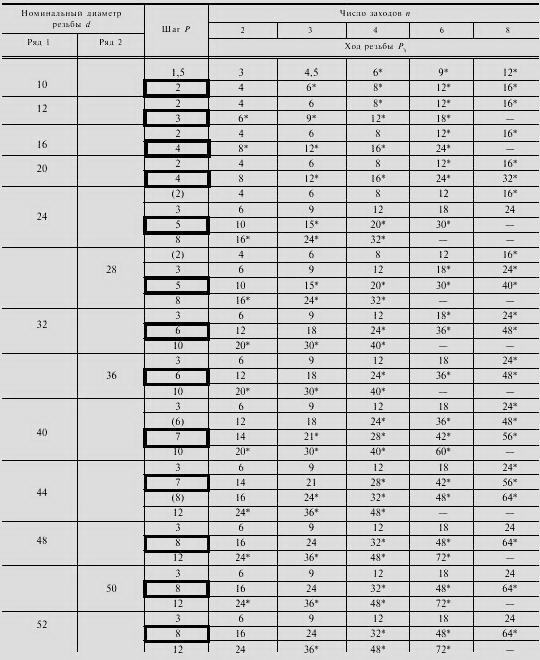
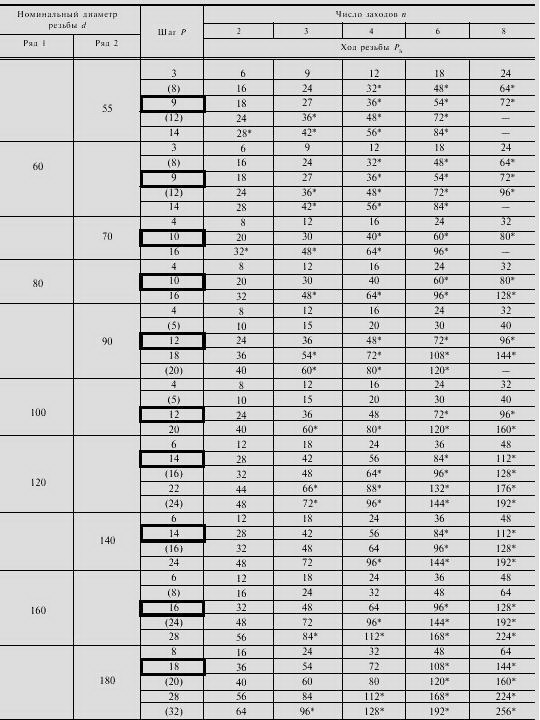

Bilješke:
1. Poželjni su koraci u kutiji.
2. Koraci navedeni u zagradama se ne preporučuju pri razvoju novih dizajna.
3. Navoji, u kojima je vrijednost hoda označena sa *, imaju vodeći kut veći od 10 o. Za ove navoje tijekom proizvodnje se mora uzeti u obzir odstupanje oblika profila.
4. U tehnički i ekonomski opravdanim slučajevima dopušteno je koristiti druge vrijednosti nazivnih promjera navoja u skladu s GOST 24738-81.
5. Prilikom odabira promjera navoja, prvi red treba dati prednost drugom.
Primjer simbola za trapezoidni višestruki navoj nominalnog promjera 20 mm, vrijednosti hoda 8 mm, koraka od 4 mm i tolerancijskog polja 8e:
Tg 20-8 (P4) - 8e
Isto, lijevo:
Tg 20-8 (P4) LH - 8e
Duljina nastavka, ako se razlikuje od duljine navoja, navedena je u milimetrima na kraju oznake konca, na primjer:
Tg 20-8 (P4) LH - 8e - 180
Brojčane vrijednosti duljina šminke koje se odnose na skupine N i L - prema GOST 9562-81.
Slijetanje u navojnu vezu označeno je razlomkom
Tg 20-8 (P4) LH - 8H / 8e - 180
Numeričke vrijednosti tolerancija promjera d i D 1 - prema GOST 9562-81.
Numeričke vrijednosti tolerancija promjera d 2, d 3 i D 2 - prema GOST 24739-81.
Primjena trapeznog navoja
Trapezni vijčani navoj je vodeći navoj s relativno velikom silom trenja, samokoči. Prednost tehnologije dizanja je što ne zahtijeva dodatnu fiksaciju u položaju mirovanja.
Za transformaciju se primjenjuje trapezni navoj rotacijsko gibanje u translacijski i koristi se prvenstveno za pravocrtno kretanje. Također se koristi kao vodeći vijak u tokarilicama ili kao pogonski navoj za vijčana preša stolovi ili mostovi vozila.
Primjeri primjene navoja trapeznog vretena:
Kretanje posmaka na alatnim strojevima (npr. vijci za podešavanje i zavrtnje);
- kretanje na manipulatoru;
- regulacija prometa mehanizmi za podizanje i viličari;
- pomicanje zatvarača pri zaključavanju strojeva za brizganje;
- kretanje po montažnim kontejnerima;
- okomito kretanje pri radu s prešom.
Povezani dokumenti:
GOST 3469-91: Mikroskopi. Konac za leće. Dimenzije
GOST 4608-81: Metrički navoj. Interferentna slijetanja
GOST 5359-77: Očni konac za optički instrumenti. Profil i dimenzije
GOST 6042-83: Okrugla Edisonova nit. Profili, dimenzije i granične dimenzije
GOST 6111-52: Konusni inčni navoj s kutom profila od 60 stupnjeva
GOST 6211-81: Konusni navoj za cijevi
GOST 6357-81: Cilindrični navoj za cijevi
GOST 8762-75: Konac okrugli promjer 40 mm za plinske maske i kalibre za njega. Glavne dimenzije
GOST 9000-81: Metrički navoj za promjere manje od 1 mm. Tolerancije
GOST 9484-81: Trapezni navoj. Profili
GOST 9562-81: Trapezni jednostruki navoj. Tolerancije
GOST 9909-81: Konusni navoj ventila i cilindara za plinove
GOST 10177-82: Potisni navoj. Profil i glavne dimenzije
GOST 11708-82: Konac. Uvjeti i definicije
GOST 11709-81: Metrički navoj za plastične dijelove
GOST 13535-87: Pojačani potisni navoj 45 stupnjeva
GOST 13536-68: Okrugli navoj za sanitarne armature. Profil, osnovne dimenzije, tolerancije
GOST 16093-2004: Metrički navoj. Tolerancije. Slijetanja s razmakom
GOST 16967-81: Metrički navoj za instrumentaciju. Promjeri i koraci
GOST 24737-81: Trapezni jednostruki navoj. Glavne dimenzije
GOST 24739-81: Trapezni navoj s više pokretača
GOST 25096-82: Potisni navoj. Tolerancije
GOST 25229-82: Metrički konusni navoj
GOST 28487-90: Konusni navoj za spojeve alata za elemente bušaće žice. Profil. Dimenzije. Tolerancije
U mehanizmima gdje je potrebno rotaciju pretvoriti u translacijsko gibanje koriste se. Osim svoje transformativne funkcije, ova nit može izdržati povećana opterećenja. Ovo je popularna vrsta niti u važni čvorovi mehanizmi, strojevi. Načelo ovog navoja možete promatrati prilikom uvrtanja vijaka, kada rotacija vijka uzrokuje njegovo kretanje u linearnom smjeru. Sila koja se primjenjuje za transformaciju kretanja ovisi o kutu profila, nagibu navoja i materijalu dijela.
Naziv rezbarije potječe od sličnosti s trapezom.
Kontakt telefon: što ima.
Glavne karakteristike trapeznog navoja
Trapezoidni oblik formira se kutom profila navoja. U ovoj vrsti, kut profila može biti u rasponu od 15 - 40 stupnjeva.
U procesu rada niti mogu uzrokovati prekomjerno trenje. Na ovaj faktor utječu kut profila, vrsta maziva i upotrijebljeni materijal. Radijalni razmaci u trapezoidnim navojima mogu se identificirati postavljanjem navoja u sredinu promjera.
Trapezni navoj je prilično jednostavan za proizvodnju. U većini slučajeva kut profila je postavljen na 30 stupnjeva. Kvaliteta navoja uvelike ovisi o točnosti upotrijebljenog izratka, kao i o materijalu.


Metode rezanja trapeznog navoja
proizvodnja ovog tipa niti se mogu podijeliti u dvije kategorije - jedan rezač i tri rezača.
Kao primjer, razmotrite sljedeću oznaku: Tr 26 × 4 LH - trapezni navoj, jedan početak, promjera 26 i korak od 4, lijevo.
GOST 9484-81 koristi se kao glavni standard.
Pojedinosti u strojevima, mehanizmima, uređajima, kao i uređajima i konstrukcijama nekako su međusobno povezani. Ove veze obavljaju različite funkcije, a dijele se, prije svega, u dvije vrste: mobilne i fiksne.
Fiksna veza - spajanje dijelova, osiguravajući nepromjenjivost njihovog relativnog položaja tijekom rada. Na primjer, zavareni, spojevi pomoću spojnih elemenata itd. Pomična veza je veza u kojoj dijelovi imaju sposobnost relativnog pomicanja u radnom stanju. Na primjer, spoj zupčanika.
Fiksne i pomične veze se pak dijele na rastavljive i nerastavljive, ovisno o mogućnosti demontaže priključka.
Jednodijelni spoj - spoj koji se ne može razdvojiti bez prekida oblika dijelova ili njihovog spojnog elementa. Na primjer, spoj je zavaren, lemljen, zakovan itd.
Odvojivi spoj - spoj koji se može više puta odvojiti i spojiti bez deformiranja spojenih niti pričvrsnih elemenata. Na primjer, navojni spoj s vijkom, vijkom, klinom, ključem, zupčanikom itd.
Ovaj članak posvećen je pregledu navojnih spojeva, čija se raznolikost često susreće u svakodnevnom životu.
Navojni spoj - spajanje dijelova pomoću navoja. Svi znaju što je rezbarenje, svi su to vidjeli. Mnogi ljudi također znaju da se niti razlikuju jedna od druge, budući da jesu različite veličine, korak i tako dalje. No, malo ljudi shvaća kako je to regulirano, a i da ne postoji samo ono što je nama uobičajeno metrički navoj cilindričnog oblika ali i mnoge druge vrste.
1. Pojam niti
Navoj je površina nastala zavojnim kretanjem ravne konture duž cilindričnog odn konusna površina, drugim riječima, na ovoj površini formirana spirala s konstantnim korakom.
Slika 1 - Navoj
Prema dogovoru, navoji se dijele na pričvrsne (u fiksnoj vezi) i pokretne ili kinematičke (u pomičnom spoju). Često navoji za pričvršćivanje imaju drugu funkciju - brtve navojni spoj, osiguravajući njegovu nepropusnost, takve se niti nazivaju pričvršćivanje-brtvljenje. Postoje i posebne niti koje imaju poseban termin.
Ovisno o obliku površine na kojoj je rezan konac, može biti cilindričan ili koničan.
Ovisno o položaju površine, navoj može biti vanjski (prerezan na šipku) ili unutarnji (izrezan u rupu).
Ovisno o obliku profila, razlikuju se trokutaste, trapezoidne, pravokutne, okrugle, posebne niti.
Trokutasti navoj je podijeljen na metrički, cijev, konusni inčni, trapezni navoj- na trapezoidnom, postojanom, postojanom ojačanom.
Po veličini koraka, niti su velike, male i posebne.
Prema broju niti, niti se dijele na jednopočetne i višepočetne niti.
U smjeru zavojnice razlikuju se desni navoj (navoj se reže u smjeru kazaljke na satu) i lijevi navoj (navoj se reže suprotno od kazaljke na satu).
Na slici 2. cjelokupna klasifikacija niti je prikazana u obliku dijagrama:

Slika 2 - Klasifikacija niti
Uz gornju klasifikaciju, sve niti su podijeljene u dvije skupine: standardne i nestandardne; za standardne niti, sve njihove parametre određuju GOST-ovi. Glavni parametri navoja definirani su GOST 11708-82. To su takozvane standardne niti. Opća namjena. Osim njih, postoji koncept posebne niti. Posebne niti su niti standardnog profila, ali različite od standardne veličine promjera ili korak navoja, te niti s nestandardnim profilom. Nestandardne niti - kvadratne i pravokutne - izrađuju se prema pojedinačnim crtežima, na kojima su navedeni svi parametri navoja. (Više pojedinosti u odjeljku 5. Operativna svrha niti i njezina primjena).
3. Profili niti i parametri
Profile niti karakteriziraju sljedeće značajke:
. metrički navoj ima profil u obliku jednakostraničnog trokuta s kutom na vrhu od 60°. Izbočine i šupljine niti su tupe (GOST 9150-2002).
Metrički navoji su cilindrični i konusni.

. navoj cijevi ima profil like jednakokračan trokut s vršnim kutom od 55°. Navoji cijevi mogu biti i cilindrični ili konusni.


. konusni inčni navoj ima profil u obliku jednakostraničnog trokuta.

Navoj inčni konusni
. okrugli konac ima polukružni profil.

. trapezni navoj ima profil u obliku jednakokračnog trapeza s kutom od 30° između stranica.

. potisnu nit Ima profil nejednakog trapeza s kutom nagiba radne strane od 3° i neradne strane od 30°.

. pravokutni navoj ima pravokutni profil. Navoj nije standardiziran.

Pravokutni nestandardni navoj
Opcije niti
Glavni parametri niti su:
Promjer navoja(d) je promjer površine na kojoj će se formirati nit.

Slika 3 - Vanjski promjer
korak navoja(P) je udaljenost duž linije paralelne s osi navoja između središnjih točaka najbližih identičnih strana profila navoja, koja leži u istoj aksijalnoj ravnini s jedne strane osi rotacije (GOST 11708-82).
Hod navoja(Rh) je relativni aksijalni pomak dijela s navojem u jednom okretu (360°), jednak umnošku nR, gdje je n broj početaka navoja. Za nit s jednim startom, olovo je jednako olovu. Navoj koji nastaje pomicanjem jednog profila naziva se jednostruki, nastao pomicanjem dva, tri ili više identičnih profila, naziva se višestart (dvo-, trostar itd.). Drugim riječima, ne jedna spirala, već dvije ili tri, istovremeno se režu na vijak i maticu. Multi-start niti se često koriste u visokopreciznoj opremi, na primjer, u fotografskoj opremi, kako bi se jedinstveno pozicionirao položaj dijelova tijekom međusobne rotacije. Takav se konac može razlikovati od uobičajenog po dva ili tri početka zavoja na kraju.

Slika 4 - Korak navoja i vod navoja
Navoj karakteriziraju tri promjera: vanjski d (D), unutarnji d1 (D1) i srednji d2 (D2). Promjeri vanjskog navoja označeni su d, d1 i d2, a unutarnji navoji u rupi su D, D1 i D2.

Slika 5 - Promjeri navoja
- vanjski (nazivni) promjer d (D) - promjer imaginarnog cilindra opisan oko vrhova vanjskog (d) ili korita unutarnjeg navoja (D). Ovaj promjer je odlučujući za većinu navoja i uključen je simbol niti;
- prosječni promjer d2 (D2) - promjer cilindra, čija generatrisa siječe profil navoja na takav način da su njegovi segmenti formirani na sjecištu s utorom jednaki polovici nazivnog koraka navoja;
- unutarnji promjer d1 (D1,), promjer cilindra upisanog u korita vanjskog (d1,) ili vrhove unutarnjeg navoja (D1).
Izgradnja spiralne površine na crtežu je dug i složen proces, stoga je na crtežima proizvoda nit prikazana uvjetno, u skladu s GOST 2.311-68. Na šipki je nit prikazan čvrstim glavnim linijama duž vanjski promjer i pune tanke linije duž unutarnjeg promjera.

Slika 6 - Primjer slike niti na šipki i u rupi
4. Oznaka navoja
Oznaka navoja obično uključuje slovna oznaka vrsta niti i nazivni promjer. Dodatno, može se dati i korak navoja (ili TPI - navoja po inču - broj zavoja po inču), broj pokretanja navoja s više pokreta, promjer otvora s navojem i smjer (lijevo, desno). u oznaci.
Metrički navoj- s korakom i osnovnim parametrima navoja u milimetrima. Ima širok raspon primjena s nominalnim promjerom od 1 do 600 mm i nagibom od 0,25 do 6 mm. Metrički navoj je glavni navoj za pričvršćivanje. Ovo je navoj s jednim startom, uglavnom desnoruki, s velikim ili malim korakom. Oznaka metričkog navoja uključuje slovo M i nazivni promjer navoja, a veliki korak nije naznačen: M5; M56. Za navoje s finim korakom dodatno je naznačen korak navoja M5 × 0,5; M56×2. Na kraju simbola za lijevi navoj stavljaju se slova LH, na primjer: M5LH; M56×2 LH. Oznaka navoja također označava klasu točnosti: M5-6g.

Primjer oznake:
M 30 - metrički navoj s vanjskim promjerom od 30 mm i velikim korakom navoja;
M 30 × 1,5 - metrički navoj s vanjskim promjerom 30 mm, fini korak 1,5 mm.
Iako metričke niti nisu pronađene široka primjena u brtvenim spojevima, međutim, ta je mogućnost uključena u standarde. To su metrički konusni i cilindrični navoji.
Metrički konusni navoj izvedeno s konusom od 1:16 i nazivnim promjerom od 6 do 60 mm u skladu s GOST 25229-82 (ST SEV 304-76). Namijenjen je za samobrtvene konusne navojne spojeve, kao i za spojeve vanjskog konusnog navoja s unutarnjim cilindričnim navojem nominalnog profila prema GOST 9150-2002. Oznaka metričkog konusnog navoja uključuje vrstu navoja (slova MK), nazivni promjer navoja i korak navoja. Slova LH nalaze se na kraju simbola za lijevu nit.
Primjer oznake:
MK 30×2 LH - lijevi metrički konusni navoj vanjskog promjera 30 mm, korak navoja 2 mm.
Metrički paralelni navoj (s profilom)temelji se na metričkom navoju (M) nominalnog promjera od 1,6 do 200 mm i profila točke od 60°. Njegova glavna razlika je u vijku, koji ima povećan radijus šupljine navoja (od 0,15011P na 0,180424P), što daje navojnoj vezi na bazi cilindričnog metričkog navoja veće kvalitete otpornosti na toplinu i zamor. Metrički cilindrični navoj označava se slovima MJ, nakon čega slijedi brojčana vrijednost nazivnog promjera navoja u milimetrima, brojčana vrijednost koraka, tolerancijsko polje za prosječni promjer i polje tolerancije za promjer izbočina.
Unutarnji navoj MJ kompatibilan je s vanjskim navojem M ako se nazivni promjer i korak podudaraju, tj. s takvim navojem u maticu se može uvrnuti običan metrički vijak.
Primjer oznake:
MJ6×1-4h6h - vanjski navoj na površini osovine nominalnog promjera 6 mm, koraka od 1 mm, tolerancijskog polja prosječnog promjera 4h i tolerancijskog polja promjera izbočina 6h.
Inčne razlike navoja od metrike po tome što je kut na vrhu niti 55 stupnjeva za britanske standarde BSW (Ww) i BSF ili 60 stupnjeva (kao u metrici) u američki sustav(UNC i UNF), a korak navoja se izračunava kao omjer broja navoja po inču duljine navoja. Nije moguće kombinirati metričke i inčne navoje, stoga se u zemljama s metričkim sustavom koriste samo inčni navoji cijevi.
U inčnim navojima, svi parametri navoja izraženi su u inčima (najčešće označeni dvostrukom crticom koja se nalazi odmah nakon brojčane vrijednosti, na primjer, 3 "= 3 inča), korak navoja je u dijelovima inča (inč \u003d 2,54 cm). Za cijevne inčne navoje veličina u inčima ne označava veličinu navoja, već nazivni zazor u cijevi, dok je vanjski promjer zapravo mnogo veći. Značajka cijevnog navoja je upravo činjenica da uzima u obzir debljinu stijenki cijevi, koja može biti deblja ili tanja ovisno o materijalu izrade i radnom tlaku za koji su cijevi namijenjene. Stoga je standard inča cijevnih navoja razumljiv i prihvaćen u cijelom svijetu kao iznimka od metričkih pravila.
Inčni promjeri navoja nisu jedini parametar koji je važan pri odabiru cijevi. Potrebno je uzeti u obzir: dubinu navoja, korak navoja, vanjski i unutarnji promjer, kut profila navoja. Vrijedi napomenuti da se korak navoja u ovom slučaju izračunava ne u inčima ili čak u milimetrima, već u nitima. Navoj se odnosi na izrezani utor. Stoga se izračun temelji na tome koliko je utora izrezano na jednom inču izmjerene duljine cijevi. Na primjer, obične vodovodne cijevi imaju samo dvije vrste koraka navoja: 14 navoja, što odgovara metričkom koraku od 1,8 mm, i 11 navoja - metričkom koraku od 2,31 mm.
Tablica 2 prikazuje glavne razlike između "inčnih" i "cijevnih" cilindričnih navoja u odnosu na "metrički" navoj za najčešće veličine gornjih navoja.

Niti označene sa * ne smiju se koristiti ako je moguće.
Naravno, takvi neobični standardi za izračun promjera i koraka samo zbunjuju određivanje traženih vrijednosti. Stoga su razvijene tablice za određivanje broja navoja i promjera cijevi u prisutnosti navoja od inča. Osim toga, svako pakiranje uvijek označava njegovu vrijednost i standard. No, svejedno, podaci su okvirni, a moguću pogrešku nikako ne treba isključiti.

* Prilikom određivanja veličine, prednost treba dati vrijednostima retka 1.
Ima profil u obliku jednakokračnog trokuta s kutom na vrhu od 55°, vrhovi i dna su zaobljeni (GOST 6357-81).

Simbol navoja sastoji se od slova G, oznake nazivnog promjera navoja u inčima i klase točnosti prosječnog promjera. Za lijevi navoj, oznaka je dopunjena slovima LH.
Primjer oznake:
G 1 1/2-A - cilindrični navoj cijevi veličine 1 1/2", klasa točnosti A;
1/4-20 BSP - Whitworth cijev cilindrični navoj prema B. S.93 standardu (Engleska).
ima profil sličan onom cilindričnog cijevnog navoja. Moguće je spojiti cijevi sa konusni navoj(konus 1:16), s proizvodima s cilindričnim navojem cijevi GOST 6211-81.

Simbol navoja sastoji se od slova R, veličine nazivnog promjera u inčima. Oznaka Rc koristi se za sužene unutarnje navoje cijevi. Simbol lijeve niti dopunjen je slovima LH.
Primjer oznake:
R 1 1/2 - cijev konusni vanjski navoj veličine 1 1/2 ";
R 1 1/2 LH - navoj cijevi konusni vanjski lijevi;
Rc 1/2 - navoj cijevi konusni unutarnji;
BSPT 1 1/2 - unutarnji navoj konusne cijevi prema standardu B. S.93 (Engleska).
S kutom profila od 60 °, GOST 6111-52 se reže na konusnoj površini s konusom od 1:16.

Oznaka se sastoji od slova K i veličine navoja u inčima s naznakom dimenzije, nanosi se na policu vodeće linije, kao kod navoja cijevi. Primjer oznake:
K 3/4″ prema GOST 6111-52. 3/8-18 NPT oznaka prema ANSI/ASME B 1.20.1 (SAD).
Služi za prijenos pokreta i napora. Trapezni profil navoja je jednakokraki trapez s kutom između stranica od 30°. Za svaki promjer, navoj može biti jednostruki i višestruki, desni i lijevi GOST 9484-81.
Glavne dimenzije, promjeri, nagibi, tolerancije navoja s jednim startom standardizirani su prema GOST 24737-81, 24738-81, 9562-81. Za višepočetne niti, ovi su parametri u GOST 24739-81.
Simbol za jednopočetni navoj sastoji se od slova Tr, vrijednosti nazivnog promjera navoja, koraka, polja tolerancije.
Primjer oznake:
Tr 40×6-8e - trapezni jednostruki vanjski navoj promjera 40 mm s nagibom od 6 mm; Tr 40×6-8e-85 - ista dužina šminke 85 mm;
Tr 40×6LH-7H - isto za unutarnju lijevu.
Brojčana vrijednost hoda dodaje se simbolu višepočetne niti:
Tr 20 × 8 (P4) -8e - trapezni višestruki vanjski navoj promjera 20 mm s hodom od 8 mm i nagibom od 4 mm.
Ima profil nejednakog trapeza. Šupljine profila su zaobljene, postoje tri različita koraka za svaki promjer. Služi za prijenos kretanja s velikim aksijalnim opterećenjem GOST 10177-82.
Potisni navoji se označavaju slovima S, zatim označavaju nazivni promjer navoja u milimetrima, korak navoja (hod i korak, ako je ovaj navoj višestruki), smjer navoja (ne označavati za desni navoj, za lijevo slovo LH), i klasu točnosti navoja.
Primjer oznake:
S 80×10 - jednostruki potisni navoj s vanjskim promjerom od 80 mm i nagibom od 10 mm;
S 80 × 20 (P10) - potisni navoj s dva starta s vanjskim promjerom 80 mm, hodom od 20 mm i nagibom od 10 mm.
Posebna nit sa standardnim profilom, ali nestandardnim korakom ili promjerom, označavaju: Sp M40 × 1,5 - 6g.
Pravokutni navoj (kvadrat). Navoj s pravokutnim (ili kvadratnim) nestandardnim profilom, tako da su sve njegove dimenzije naznačene na crtežu. Koristi se za prijenos kretanja jako opterećenih pomičnih navojnih spojeva. Obično se izvode na vijcima za opterećenje i zavojima.
Ima profil dobiven konjugacijom dvaju luka istog polumjera. GOST 13536- 68 definira profil, osnovne dimenzije i tolerancije okruglih navoja. Ovaj navoj se koristi za vretena ventila za miješanje i WC slavina GOST 19681-94 i slavine za vodu. Postoji samo jedan promjer d = 7 mm i korak P = 2,54 mm.
Primjer oznake:
Kr 7 × 2,54 GOST 13536-68, gdje je 2,54 korak navoja u mm, 12 je nazivni promjer navoja u mm.
Sličan profil ima okrugli navoj (ali za promjere 8 ... 200 mm) prema ST SEV 3293-81, koji se primjenjuje izravno kao Državni standard. Konac se koristi za kuke dizalica, kao iu uvjetima izloženosti agresivnom okruženju.
Primjer oznake:
Rd 16 - okrugli navoj s vanjskim promjerom od 16 mm; Rd 16LH - okrugli navoj promjera 16 mm, lijevo.
5. Operativna namjena niti i njegova primjena
Navojni spojevi su rašireni u strojarstvu (u većini modernih strojeva preko 60% svih dijelova ima navoje). Prema operativnoj namjeni razlikuju se niti opća upotreba i posebne, dizajnirane za spajanje jedne vrste dijelova određenog mehanizma. Prva grupa uključuje niti:
1.) Učvršćivanje- metrički, inčni, koriste se za odvojivo spajanje dijelova stroja. Njihova je glavna svrha pružiti potpunu i pouzdana veza dijelova pod raznim opterećenjima i pri raznim temperaturni režim tijekom dugotrajnog rada.
2.) trčanje ili kinematičke - trapezoidna i pravokutni, koji se koriste za olovne vijke, vijke čeljusti alatnih strojeva i stolova mjerni instrumenti itd. Njihova glavna svrha je osigurati točno kretanje uz najmanje trenje, a za pravokutne navoje također isključenje samoodvrtanja pod djelovanjem primijenjene sile; Potisak (u prešama i dizalicama) i okrugli, dizajnirani za pretvaranje rotacijskog kretanja u pravocrtno kretanje. Uočavaju velike napore pri relativno malim brzinama. Njihova glavna svrha je osigurati glatku rotaciju i visoku pun kapacitet(za precizne mikrometričke instrumente koristi se metrička nit povećane točnosti). Okrugli navoj se široko koristi za slavine za vodu u skladu s GOST 20275-74 i u elementima kao što su miješalice, slavine, ventili, vretena u skladu s GOST 19681-94 (Fittings sanitarni preklapanje vode).
3.) Montaža i brtvljenje (cijev i armatura) - cjevasti cilindrični i konusni metrički inč i konusni, koji se koriste za cjevovode i armature, njihova je glavna svrha osigurati nepropusnost spojeva (isključujući udarna opterećenja) pri niskim pritiscima.
Cilindrični navoj cijevi prema GOST 6357-81 koristi se na cijevi za vodu i plin, dijelovi za njihovo povezivanje (spojke, kvadrati, križevi, itd.), spojnice za cijevi(zasuni, ventili, itd.).
Konusni navoji cijevi prema GOST 6211-81 koriste se u spojevima cijevi pri visokim pritiscima i temperaturama (u ventilima i plinske boce) kada je potrebna povećana nepropusnost spoja.
Dodijeljen u drugu grupu, poseban konacima posebnu namjenu i koristi se u određenim specijaliziranim industrijama. To uključuje sljedeće:
1.) metrički čvrsti navoj- navoj napravljen na šipki (na klinu) i u rupi (u utičnici) duž najveće granične veličine; dizajniran za formiranje navojnih spojeva s interferencijalnim spojem.
2.) metrički navoj s prazninama- navoj neophodan kako bi se osiguralo jednostavno uvrtanje i labavljenje navojnih spojeva dijelova koji rade na visokim temperaturama, kada su stvoreni uvjeti za postavljanje (spajanje) oksidnih filmova koji pokrivaju površinu navoja.
3.) navoj sata (metrički)- navoj koji se koristi u industriji satova (promjeri od 0,25 do 0,9 mm).
4.) mikroskopski navoj- navoj, dizajniran za spajanje cijevi s lećom; ima dvije veličine:
4,1) inča - promjer 4/5 "" (20,270 mm) i korak 0,705 mm (36 niti po 1"");
4.2) metrički - promjer 27 mm, korak 0,75 mm;
5) očni višestruki navoj- preporučuje se za optičke uređaje; profil navoja - jednakokraki trapez s kutom od 60 °.
Operativni zahtjevi na navoje ovise o namjeni navojne veze. Zajednički svim navojima su zahtjevi za izdržljivošću i sastavom bez prilagođavanja samostalno proizvedenih dijelova s navojem uz održavanje operativne kvalitete veze. Ukratko, glavne niti koje se koriste u operativne svrhe mogu se prikazati u obliku sljedeće tablice:

6.Određivanje veličine navoja
U pravilu, niti na različitim okovima izgledaju slično, što otežava vizualno određivanje vrste niti. Navoj na okovu određuje se mjerenjem glavnih parametara pomoću mjerača navoja i čeljusti te usporedbom rezultata s tablicom navoja.

Slika 7 - Mjerenje parametara navoja
Postoje dvije vrste mjerača navoja: s žigom M 60o - za metričke navoje s profilnim kutom od 60 ° i s markom D 55o - za inčne i cijevne navoje s profilnim kutom od 55 °. Na svakom češlju mjerača navoja za metričke navoje utisnut je broj koji označava korak navoja u mm za inčne i cijevne navoje - broj koraka u duljini od 25,4 mm (1 "= 25,4 mm).
7. Metode rezanja navoja
Glavne metode za izradu niti su:
- rezanje ih rezačima i češljevima na tokarilicama;
- urezivanje matricama s glavama za rezanje navoja;
- hladno i toplo valjanje s ravnim ili okruglim kalupima za valjanje;
- glodanje posebnim glodalima za navoje;
- brušenje abrazivnim kotačima.
Izbor načina izrade navoja ovisi o vrsti proizvodnje dimenzija navoja, točnosti materijala izratka itd.

Slika 8 - Alat za narezivanje navoja
1. Narezivanje navoja rezačima. Uz pomoć rezača s navojem i češljeva na rezanje vijaka strojevi režu navoje i vanjske i unutarnje (unutarnji navoj počevši od promjera od 12 mm i više). Metodu urezivanja navoja s rezačima karakterizira relativno niska produktivnost, stoga se trenutno koristi uglavnom u malim i individualna proizvodnja kao i kod izrade točnih vijaka kalibara olovnih vijaka i sl. Prednost ove metode je jednostavnost reznog alata i relativno visoka točnost rezultirajuću nit.
2. Narezivanje navoja pomoću matrica i slavina. Umire sami značajke dizajna podijeljena na okrugle i klizne. Okrugle matrice koje se koriste u montažnom rezanju i drugim radovima namijenjene su za rezanje vanjskih navoja promjera do 52 mm u jednom prolazu. Za veće navoje koriste se matrice posebne izvedbe, koje zapravo služe samo za skidanje navoja nakon prethodnog rezanja drugim alatima. Klizne matrice sastoje se od dvije polovice koje se postupno približavaju jedna drugoj tijekom procesa rezanja. Slavina je čelična šipka s navojem podijeljenim uzdužnim ravnim ili spiralnim žljebovima koji se formiraju rezne rubove. Isti žljebovi služe za izlazak iz čipsa. Prema načinu primjene slavine se dijele na ručne i strojne slavine.
3. Valjanje niti. Glavna industrijska metoda proizvodnje navoja trenutno je narezivanje na posebnim strojevima za valjanje navoja. Dio je stegnut u škripcu. U ovom slučaju, kada odlična izvedba pod uvjetom Visoka kvaliteta proizvodi (oblik, veličina i hrapavost površine). Proces valjanja navoja je stvaranje navoja na površini dijela bez uklanjanja strugotina zbog plastične deformacije površine obratka. Shematski, to izgleda ovako. Dio se valja između dviju plosnatih kalupa ili cilindričnih valjaka s navojnim profilom, a na šipku se istiskuje navoj istog profila. najveći promjer navoj za valjanje 25 mm najmanji 1 mm; duljina navoja 60…80 mm.
4. Glodanje navoja. Glodanje vanjskih i unutarnjih navoja vrši se na posebnim strojevima za glodanje navoja. U tom slučaju, rotirajući češasti rezač uranja u tijelo dijela pri radijalnom pomaku i gloda navoj na njegovoj površini. Povremeno dolazi do aksijalnog pomicanja dijela ili rezača iz posebnog kopirnog stroja za iznos jednak korak navoja tijekom jednog okretanja dijela.
5. Brušenje preciznih niti. Brušenje kao metoda stvaranja navoja uglavnom se koristi za dobivanje točnog navoja na relativno kratkim navojnim dijelovima, kao što su čepovi s navojem - mjerači, navojni valjci i sl. Suština procesa je da brusni kotač smješten na dio pod kutom uspona navoja tijekom brzog okretanja i uz istovremenu polaganu rotaciju dijela s posmakom duž osi za vrijednost koraka navoja u jednom okretaju reže (brusi) dio površine dijela. Ovisno o dizajnu stroja i nizu drugih čimbenika, navoj se brusi u dva do četiri ili više prolaza.
8. Vrste stranih niti
U svijetu se nekoliko zasluženo poštovanih standarda koristi u zemljama kao što su Velika Britanija (BS), Njemačka (DIN), Francuska (NF), Japan (JIS), SAD (UNC). Glavni razlozi njihovih razlika su tradicionalno različitim sustavima mjere i metode za određivanje dimenzija niti u različite zemlje kao i posebne aplikacije za niti. Međutim, tijekom proteklog stoljeća metrička norma ISO – Međunarodna organizacija za standardizaciju (International Organization for Standardization) snažno je uspostavila svoju poziciju u svijetu, što je zauzvrat pridonijelo međusobnom razumijevanju tehničkih stručnjaka.
Najčešće vrste stranih niti uključuju:
- Metrički ISO
- Whitworthova nit (Whitword Thread)
- Trapezni navoj
- okrugli konac
- Potisni navoj
Navedena zbirna tablica opisuje usklađenost više od dvadeset vrsta navoja (općih strojogradnji naftnih i plinskih sortimenata), te se odnosi na domaće i strane regulatorne i tehničke dokumente koji reguliraju ovo područje. 




Budući da gornja tablica 8 daje samo Generalna ideja o obilju različite vrste teme i dokumenti koji ih reguliraju, a velika količina podataka ne omogućuje potpunu usporedbu i usporedbu niti domaćih i stranih standarda, uzmimo u obzir na primjer usklađenost različite vrste trokutasti navoj koji je češći od ostalih u općem inženjerstvu.

i spojnice na njih. Tehnički podaci"
OST NKTP 1260 "Inčni navoj s uglom profila od 55 stupnjeva"



















