Ohýbanie profilového potrubia je možné vykonať nezávisle, bez použitia drahých a objemných strojov. Pri dodržaní všetkých pravidiel bude práca nemenej kvalitná. Zvážte niekoľko možností, ktoré vám umožňujú ohýbať rúry vlastnými rukami.
Ohýbanie rúry pomocou brúsky
Na vykonanie tohto postupu budete potrebovať brúsku (uhlovú brúsku) a zvárací stroj. Prejdime k procesu:
- Pred ohýbaním sa odporúča potrubie upevniť (napríklad vo zveráku). To ho udrží v rovnakej rovine. Ak je na potrubí zvar, je potrebné ho umiestniť na vonkajšiu stranu ohybu, aby sa kov neotvoril.
- Vypočítajte polomer ohybu a označte ohyb. Vezmite brúsku a urobte priečne rezy pozdĺž značky (na 3 stranách). Potom môžete výrobok ľahko ohýbať.
- Výsledné trhliny musia byť zvarené a vyčistené. Pokúste sa pracovať pomaly a opatrne - to vám umožní dosiahnuť dobrú kvalitu a nezničiť potrubie.
Ohýbanie rúr s pružinou a fúkačom
Budete potrebovať oceľový drôt s priemerom 2 mm. Vytvorte z neho pružinu, aby mohla ísť dovnútra potrubia, ale nie visieť von. Môžete si tiež zakúpiť hotovú pružinu na ohýbanie rúr. Vložte ho do potrubia, označte ohyb a zahrejte ho fúkačom. Potom môžete potrubie ľahko ohnúť pomocou okrúhleho polotovaru. Ak vám výsledok nevyhovuje, môžete prácu zopakovať, ale je lepšie okamžite starostlivo vykonať všetky kroky.


Ohýbanie rúr pieskom a plynovým horákom
Táto metóda vám umožní dať rúre vhodný ohyb bez rizika prasknutia a sploštenia. Budete potrebovať kremeň alebo rafinovaný piesok, zváranie plynom (horák), dve drevené zátky a vŕtačku. Zvážte postup v tomto poradí:
- Namiesto kremenného piesku môžete použiť bežný piesok. Najprv ho však treba vyčistiť. Piesok preosejte a dobre vysušte zahrievaním na ohni alebo horáku. Piesok by sa mal zahrievať, kým neprestane fajčiť. Keď je všetko pripravené, nalejte chladený piesok do čistej nádoby.
- Do jedného konca profilovej rúry vložte drevenú zátku (do hĺbky nie viac ako 10-20 cm). Potrubie úplne naplňte kremičitým (alebo čisteným) pieskom a druhý koniec upchajte korkom. Táto výplň zabráni zničeniu počas procesu ohýbania. Ak nie je piesok, materiál sa jednoducho zhorší.
- Vytvorte malý otvor v jednej zo zástrčiek. Počas zahrievania z neho bude vychádzať vzduch.
- Označte miesto, ktoré sa má ohnúť, a zahrejte ho baterkou. Potom dajte rúre požadovaný tvar. Snažte sa kov neprehrievať - môže to viesť k tvorbe vodného kameňa a strate kvality materiálu.
- Keď potrubie získa požadovaný tvar, odstráňte drevené zátky a vylejte piesok. Odporúča sa zahriať konce profilovej rúry - takže zátky môžu byť rýchlejšie vytiahnuté.
Ďalšie spôsoby ohýbania
Existujú metódy navrhnuté pre potrubia vyrobené zo špecifických materiálov, ktoré môžete tiež použiť:
- Na ohýbanie medenej rúry (ako aj mosadze a duralu) budete potrebovať vodu a zápornú teplotu. Jeden koniec rúry upchajte korkom, potom rúru naplňte vodou a druhý koniec zatvorte. Výrobok vystavte mrazu a nechajte ho tam, kým sa nevytvorí ľad. Potom môže výrobok ľahko získať požadovaný tvar. Ako náplň možno použiť aj roztopený parafín, kolofóniu alebo olovo.
- Soľ sa môže použiť na ohýbanie kovovo-plastovej rúry. Najprv sa musí zahriať na panvici (kým nezačnú explodovať kryštály soli) a naliať do potrubia. Keď je horúca surovina vo vnútri, potrubie sa ohne bez veľkého úsilia.


Rôzne spôsoby ohýbania profilových rúr vám umožňujú vykonávať tento postup doma bez pomoci odborníkov a drahého vybavenia. Pokúste sa dodržať algoritmus na vytváranie ohybov a konať pomaly. V tomto prípade sa výrazne zvyšuje šanca na vytvorenie kvalitného produktu.
Väčšina majiteľov chát, chát a súkromných domov sa musí zaoberať riešením otázky, ako ohýbať profilovú rúrku doma bez ohýbačky rúrok. Túžba prezentovateľne a originálne vybaviť miestnu oblasť vedie k potrebe vytvorenia oblúkových štruktúr. Ide o markízy, altánky, prístrešky a skleníky pre komôrkový polykarbonát. Nákup prefabrikovaných výrobkov je spojený s nákladmi, ktorým sa dá vyhnúť ohýbaním ocele vo vlastnej réžii. K tomu je v každej dielni k dispozícii dostatok nástrojov a materiálov.
Valcovaný kov s obdĺžnikovým prierezom sa ľahko používa, prírezy je možné spájať pod rôznymi uhlami. Ťažkosti vznikajú, keď je potrebné dať detailom dizajnu krivočiary tvar. Je to spôsobené tým, že na vonkajšiu stenu výrobku pôsobí ťahová sila a vnútorná strana je vystavená tlaku.
Pokusy o ohýbanie profilovej rúry bez ohýbačky rúr sú spojené s týmito problémami:
- Vzhľad trhlín v materiáli. Ak je hrúbka steny malá, potom je možné prasknutie kovu.
- Prehýbanie strán. K podobnému efektu dochádza, keď je vyvíjaný nadmerný tlak pri prechode obrobkov cez ohýbacie prípravky.
- Vzhľad vnútorných záhybov. Čím väčšia je výška profilu produktu a čím menší je polomer orovnávania, tým väčšia je pravdepodobnosť takejto chyby.
- Prerušenie sekcie. Vyskytuje sa, keď na obrobok pôsobí ostrá sila.
- Zmena konfigurácie sekcie. Ak dôjde k porušeniu technológie, dôjde k posunutiu rovín, pozdĺžnej osi, zakriveniu dielu vo forme špirály.
- Zníženie pevnosti kovu. Takáto chyba je dôsledkom prehriatia a narušenia kryštalickej štruktúry železa v dôsledku toho.
Nie je ťažké vyhnúť sa takýmto komplikáciám. Stačí k veci pristupovať kompetentne a premyslene.
Metódy ohýbania profilových rúr
Majitelia chát často musia premýšľať o tom, ako rýchlo ohýbať profilovú rúrku pre skleník bez toho, aby utrácali peniaze za profesionálne vybavenie. Aj s finančnými prostriedkami nie je vždy možné okamžite nájsť oblúky požadovaného tvaru a veľkosti.
Môžete použiť jednu z navrhovaných metód:
- Ohýbanie rúr za studena. Používa sa pri práci s profilmi malého prierezu 10x10 mm a 10x20 mm, s hrúbkou steny nie väčšou ako 1,5 mm. V takýchto prípadoch je deformácia vykonávaná svalovou silou pána a on sám môže ovládať stav kovu. Je potrebné neustále merať polohu úseku horizontálne a vertikálne. Správnosť práce sa kontroluje podľa predlohy.
- predhrievanie. Používa sa zdroj plameňa, v ktorom sa obrobok zahrieva, kým nedosiahne červenú farbu. Potom sa ohne do požadovanej konfigurácie. Ohnutý obrobok musí zostať pod napätím, kým úplne nevychladne. Na vykurovanie slúži plynový kotol, sporák, fúkač alebo vidiecky gril s vysokým obsahom dreveného uhlia.
- S vnútornou výplňou. Ako plnivo sa používa piesok, strojový olej alebo voda. Je potrebné zabezpečiť, aby bola dutina vyplnená čo najtesnejšie. Najlepší účinok sa dosiahne zmrazením vody. Ľad zabraňuje zrúteniu potrubia pod tlakom. Tesnosť sa dosiahne zváraním otvorov alebo zatĺkaním drevených zátok do nich.
- Sektorové rezanie. Na to potrebujete brúsku s rezným kotúčom. V profile sa robia trojuholníkové rezy s odstránením rezaných úlomkov. Potom sa potrubie ohne a okraje rezov sa zvaria tenkými elektródami. Táto metóda je dlhá, ale spoľahlivá. Jeho použitie eliminuje skreslenie a deformáciu.
Časom a kreativitou sa dajú uplatniť neštandardné prístupy.
Alternatívne spôsoby ohýbania
Aby ohýbanie profilových rúrok pozdĺž polomeru prinieslo požadované výsledky, je potrebné vziať do úvahy faktory, ako sú:
- plasticita obkladového materiálu (cín, plast, monolitický a bunkový polykarbonát);
- tvar sekcie a hrúbka steny - štvorcové výrobky lepšie odolávajú deformácii;
- elasticita kovu - pri tvárnení za studena musí byť obrobok deformovaný o 10-15% viac ako je požadovaný polomer.
Existujú nasledujúce alternatívne spôsoby ohýbania pravouhlých rúr:
- Kovanie. Ohýbanie sa vykonáva metodickým udieraním na obrobok ťažkým kladivom. Vopred je vyrobená kovadlina, ktorej vrch má zaoblený tvar. Obrobok je pevne pripevnený svorkami k základni nákovy. Potom sa na profil aplikujú údery. Treba dávať pozor ako nadmerná sila môže spôsobiť sploštenie produktu. Je pohodlnejšie pracovať so segmentmi dlhšími ako 1 m.
- Podľa vzoru. Základom pre umiestnenie dielca môže byť betónová, asfaltová alebo dláždená plošina. Na ňom je aplikovaný oblúkový obrys, po ktorom sú do zeme zapichnuté výstužné kolíky alebo tenké oceľové rúry. Diel je upevnený na prvom kolíku. Pri ohýbaní sa vykonáva zváranie kolíkmi. Keď elastická sila zoslabne, oblúk sa brúskou odreže z kolíkov.
- Prenájom pod tlakom. Na vytvorenie tlaku sa používa vozidlo s bočným odstránením kolies a bez krídel. Koľajnica sa ukladá do vopred pripravenej drážky z ocele alebo betónu. Potom sa koleso systematicky valcuje pozdĺž profilu. Axiálna poddajnosť je riadená ručne alebo pomocou kovových vodidiel.
Na zníženie pravdepodobnosti deformácie stien výrobku je možné do neho vložiť tenkú a dlhú oceľovú pružinu. Pri použití ohrevu by sa horúca oceľ nemala chladiť vodou. Z toho môže byť pokrytý prasklinami alebo prasknutím. Je lepšie použiť spracovanie. Pri použití svalovej sily sa odporúča nasadiť dlhú a silnú páku na voľný koniec článku. Týmto spôsobom sa vám podarí dosiahnuť požadovaný cieľ s menšou námahou.
Požadované príslušenstvo
Na ohýbanie profilovej rúry vlastnými rukami musíte mať nasledujúce zariadenia a vybavenie:
- ruleta;
- úroveň;
- bulharčina;
- zváračka;
- uhlomer;
- kladivo;
- ťažké kladivo;
- horák;
- jadro;
- fixkou alebo kriedou.
Na dosiahnutie presného výsledku sa odporúča použiť špeciálny nástroj. Vodič je zariadenie na presný výpočet a rezanie spájaných častí. Mechanizmus sa používa na značenie na koncoch oblúkov, dorazov, výložníkov a priečnikov. Vďaka použitiu vodiča je zvar hladký a čistý.
Často vzniká otázka, ako ohýbať profilovú rúru bez ohýbačky rúr? Je známe, že realizácia rôznych stavebných alebo opravárenských prác na prímestskej oblasti zahŕňa široké používanie profilovaných rúr.
Používanie tohto typu prenájmu má niekoľko výhod:
- Má veľkú pevnosť pri relatívne nízkej hmotnosti.
- Profilové potrubie je možné použiť na inštaláciu akýchkoľvek konštrukcií od skleníka po rôzne prístrešky, altánky alebo verandy.
- Možnosť spracovania zváraním alebo rôznymi druhmi ručného náradia vám umožňuje vykonávať väčšinu práce vlastnými rukami.
- Štruktúra zostavená zo štvorcového profilu bude vyzerať oveľa atraktívnejšie ako jej náprotivok z tradičnej okrúhlej rúry.
Ak chcete vytvoriť oblúkovú konštrukciu na ozdobenie altánku alebo inštaláciu skleníka, budete sa musieť ohýbať ručne alebo sa uchýliť k pomoci odborníkov.
Kľúčové vlastnosti technológie ohýbania

Je potrebné jasne pochopiť procesy, ktoré sa vyskytujú v kove počas jeho riadenej deformácie. Hlavným cieľom v tomto prípade je získať rovnomerne zakrivený tvar bez narušenia integrity valcovaného profilu. Na správne ohýbanie rúry akéhokoľvek tvaru prierezu sa používajú dve metódy:
- ohýbanie pod vplyvom vonkajšej sily;
- kombinácia tlaku a lokálneho ohrevu v časti ohybu.
V oboch prípadoch sa súčasne vyskytujú nasledujúce procesy - materiál vonkajšej vrstvy oblúka sa natiahne a vnútorná vrstva sa stlačí. V dôsledku ohýbania môže výrazný prebytok zaťaženia viesť k prasklinám a zničeniu vonkajšej steny potrubia. Vnútorný povrch môže stratiť hladkosť a vytvárajú sa zreteľne viditeľné záhyby kovu. Porušenie technológie procesu môže tiež spôsobiť skrútenie stien rúr alebo narušenie ich vyrovnania. Takýto jav bude mať mimoriadne negatívny vplyv na estetiku výsledného oblúka a spôsobí jeho nútené vyradenie.
Do úvahy treba brať aj ďalšie parametre. Veľký význam bude mať polomer požadovaného zakrivenia, hrúbka steny obrobku, jeho materiál a rozmery prierezu.
Priemysel vyrába profilové rúry, ktoré majú štvorcový, obdĺžnikový, oválny, plocho-oválny alebo okrúhly prierez. Použitie štvorcových a obdĺžnikových výrobkov pri vykonávaní stavebných prác má svoje výhody. Takéto potrubia sú oveľa pohodlnejšie pri vykonávaní inštalačných prác. Zjednodušujú označovanie, dokovanie a vzájomné nasadzovanie konštrukčných prvkov. Je oveľa jednoduchšie pripevniť rôzne nátery na rovný povrch takéhoto profilu alebo ich kombinovať s inými materiálmi.

Spôsoby ohýbania rúr za studena: a - s chodom; b - vinutie; v - kreslenie; g - valcovanie; d - na dvoch podperách; e- strečing; g-s vnútorným hydrostatickým tlakom; a - cez matricu s krivočiarou osou; do - cez kopírky.
Osobitná pozornosť sa musí venovať výške úseku. Tento indikátor určuje plastické parametre konkrétneho druhu valcovaného materiálu. Na základe jeho hodnoty sa vypočíta maximálny možný ohyb. Označme výšku ako h. Potom s hodnotou do 20 mm je možné ohýbať potrubie bez zničenia v úseku 2,5 × h alebo viac. V prípadoch, kde h>20 mm, vzorec je: 3,5×h alebo viac. Porušenie tohto pravidla povedie k tvorbe trhlín alebo všeobecnej deformácii kovu.
Je potrebné vziať do úvahy hrúbku steny profilu. Ak nepresahuje 2 mm, nie je vhodné materiál ohýbať. V takýchto prípadoch je potrebné použiť zváranie. Hrubšie steny sa dajú ohýbať, ale zväčšovaním hrúbky je to oveľa ťažšie.
Materiál valcovaného profilu môže mať tiež svoj vplyv na proces. Rúry vyrobené z nízkolegovaných a uhlíkových ocelí majú výraznú elasticitu. Takýto materiál má po odstránení vonkajšieho zaťaženia tendenciu obnoviť svoj predchádzajúci tvar. To bude vyžadovať opätovné spracovanie, kým sa nezachová požadovaný polomer oblúka. Medené rúry nemajú túto nevýhodu. Vďaka vysokej plasticite materiálu ľahko menia tvar a zachovávajú zmenený stav po odstránení záťaže.
Metódy ohýbania profilu a postupnosť ich implementácie
Výber spôsobu ohýbania závisí predovšetkým od veľkosti prierezu a dostupných nástrojov a zariadení. Materiály malých rozmerov sa zvyčajne ohýbajú za studena. Takéto rúry majú dostatočnú plasticitu a sú prístupné kontrolovanej deformácii s malým vonkajším úsilím. Pre veľký profil je zvyčajne potrebné vykurovanie. Vplyv teploty výrazne zvyšuje ťažnosť a znižuje potrebné množstvo použitého tlaku.
Pri kruhových rúrach sa tepelné spracovanie aplikuje s priemerom 100 mm alebo viac. Pri štvorcových a obdĺžnikových výrobkoch výpočet zohľadňuje výšku rezu. Ak je výška profilu do 10 mm, nevyhrieva sa. Pri výške 10 až 40 mm sa spôsob spracovania vyberá na základe skúseností a schopností umelca. Keď veľkosť presahuje 40 mm, je potrebné lokálne vykurovanie.
Prítomnosť ohýbačky rúrok umožňuje vyrábať oblúkové konštrukcie bez dodatočného tepelného spracovania. V prípadoch, keď opracovanie nie je možné, by sa malo vykonať skúšobné ohýbanie. Profil sa upne do zveráka, na jeho vyčnievajúci koniec sa navlečie rúrka väčšieho priemeru, ktorá slúži ako páka pôsobiacej sily. Nie je potrebné aplikovať teplo.
Ohýbanie s lokálnym ohrevom
Technológia takéhoto spracovania zahŕňa plnenie potrubia pieskom. Jeho prítomnosť vo vnútornej dutine výrobku zaručuje kvalitu spracovania a jednotnosť oblúka.

Spočiatku musíte pripraviť dve drevené zátky. Pre tesné utesnenie musia mať pyramídový tvar. Dĺžka zátok musí presahovať šírku profilu 10-krát. Po výrobe sa zátky skúšajú na otvoroch potrubia, pričom sa kontroluje dosadnutie. Ďalej na jednej zo zátok sú na bočných plochách vyrezané pozdĺžne drážky. Ich prítomnosť je potrebná na odvádzanie prehriateho vzduchu z potrubia počas tepelného spracovania. Určí sa miesto budúceho ohýbania výrobku a kov sa predhreje.
Potom začnú pripravovať piesok. Najlepšie je použiť suchý a čistý materiál strednej zrnitosti. Postupne sa preoseje cez sitá s okami 2 a potom 0,7 mm. Tým sa odstránia veľké nečistoty, ktoré môžu spôsobiť hrboľatý povrch, a prach, ktorý sa môže spekať vo vnútri potrubia. Plnivo sa zahreje na teplotu 150ºС.
Do rúrky, ktorá nemá pozdĺžne rezy, vrazíme korok a cez lievik nasypeme pripravený piesok. Pri zásype je potrebné poklepať steny profilu drevenou paličkou, aby sa zabezpečilo zhutnenie materiálu. Po konečnom naplnení je nainštalovaná druhá zátka a tesne upchatá.
Kompletne pripravená rúra sa umiestni do zveráka alebo svorky na potrubie vedľa šablóny. Ak je rúrkový šev, musí byť umiestnený na bočnom povrchu oblúka. Plocha označená kriedou sa jedným plynulým, neostrým pohybom zahreje fúkačom do červena a ohne. Výsledný oblúk sa porovná so šablónou, potom sa zátky odstránia a plnivo sa vyleje. Je potrebné mať na pamäti, že opakované zahrievanie je veľmi nežiaduce, pretože výrazne znižuje pevnosť materiálu.
Ohýbanie bez ohrevu
Otázku, ako ohýbať profilové rúry bez ohýbačky rúr, je možné vyriešiť bez vystavenia teplote. Použitie plniva závisí od veľkosti úseku. Ak jeho výška nepresahuje 10 mm, piesok nie je potrebný. Pre veľké veľkosti je použitie sypkého materiálu veľmi žiaduce. Ako alternatívu je možné použiť oceľovú pružinu z drôtu s priemerom minimálne 2 mm. Je vopred umiestnený v mieste budúceho ohybu, aby mal hladký rovnomerný obrys. Technológia samotného procesu sa úplne zhoduje s horúcou metódou, s výnimkou ohrevu kovu.
Použitie ručných ohýbačiek rúr alebo špecializovaných strojov počas procesu ohýbania profilovaného kovu výrazne urýchľuje a uľahčuje proces.
Práca profesionálov zaručuje vysokú presnosť a kvalitu obrysu. Ak však nie je k dispozícii možnosť ich prilákania, je potrebné pamätať na to, že túto prácu je možné vykonať nezávisle, pričom sa výrazne znížia vaše náklady.
Takmer každý majiteľ má situáciu, keď je potrebné zmeniť ohyb kovovej tyče na inštaláciu skleníka alebo kanalizácie. Pretože je pomerne ľahké ohýbať profilovú rúrku doma vlastnými rukami, táto práca nevyžaduje zapojenie odborníkov.
Bežný majiteľ domu má len zriedka k dispozícii špeciálne vybavenie. Preto musíte vedieť, ako správne ohýbať hliníkovú alebo oceľovú rúrku pre skleník, priezor (striešku) a iné potreby bez ohýbačky rúrok.
Foto - ohýbanie rúr bez ohýbačky rúr
Je veľmi vhodné vykonávať túto prácu pomocou zváracieho invertora a domácej brúsky. Na začiatok sa vyvíja výkres, podľa ktorého sa v budúcnosti nakreslí a vypočíta požadovaný uhol. V schéme musí byť zaokrúhľovanie presne zmerané.
Podrobné pokyny od odborníka, ako ohýbať rúry pomocou zveráka, brúsky a zváracieho stroja:
- Ak sa plánuje ohýbanie profesionálnej rúry v polkruhu, potom sa na mieste zamýšľaného ohybu pomocou brúsky urobí niekoľko tenkých rezov;
- Prácu môžete vykonať sami, iba ak výstuž najskôr zafixujete v upínacom zveráku. Keď sú rezy urobené a zbavené triesok, musíte potrubie opatrne začať ohýbať;
- Po uzavretí krúžku musíte zvárať otvory, ktoré vznikli v dôsledku ohýbania pomocou zváracieho stroja. Niektorí remeselníci používajú jednoduché spájkovačky, ak má komunikácia malý priemer;
- Aby bol ohyb čistý, bude potrebné ho ďalej brúsiť a potiahnuť ochranným prostriedkom - to pomôže zabrániť korózii alebo predčasnému zničeniu spojenia.
Je možné rovnomerne ohýbať potrubie pomocou pružiny, ktorý zodpovedá veľkosti profilovej časti:
- Komunikácia je upevnená vo zveráku;
- Do otvoru sa vloží pružina príslušného priemeru. Tým sa zabráni zlomeniu alebo nepravidelnému tvaru profilovej rúry pri ohýbaní;
- Na uľahčenie práce musíte zahriať križovatku a opatrne ručne ohýbať komunikáciu na požadovaný priemer;
- Tu sú veľmi užitočné rôzne kovové výrobky vhodné pre svah, napríklad uhlové brúsky, oblúky atď.
Podobne sa môžete pokúsiť deformovať komunikáciu s pomocou piesku. Ako ohnúť potrubie pre vrchlík bez použitia zveráka a pružín:
- Je potrebné zastaviť jeden koniec rúrky uzavretím dreveným klinom alebo akoukoľvek inou zátkou;
- Uzavretý koniec potrubia je upevnený v zemi alebo vo zveráku (ak je to možné). Môžete tiež použiť akékoľvek iné zariadenie, ktoré vám umožní nadviazať komunikáciu;
- Potom musíte do otvoreného konca naliať piesok a zahriať horák;
- S vyhrievanou lampou ju musíte držať v mieste budúceho ohybu a potom jemne ohýbať potrubie do požadovaného tvaru. Je potrebné pracovať pomerne rýchlo, pretože kov po vychladnutí nebude vhodný na spracovanie.
Videonávod o tom, ako ohýbať 20 mm rúru bez ohýbačky rúr pomocou piesku
Po ohnutí je potrebné ponechať rúru nejaký čas v pevnej polohe - to pomôže materiálu zafixovať nový tvar. Ak sa práce vykonávajú v zime, potom ich remeselníci vystavujú aj v mrazoch.
Oblúk (strieška) bez ohýbačky rúr
Ako viete, napríklad pre vrchlík vo forme oblúka je potrebná zakrivená profilová rúra. Je dôležité dbať na to, aby boli oblúky rovnako zakrivené, inak vrchlík nebude fungovať. Teraz sa pozrieme na to, ako to urobiť bez použitia stroja, ohýbačky rúr a iných pomocných nástrojov tohto druhu.
Budeme potrebovať:
- Podpera, na ktorej budeme pracovať, napríklad kovový stôl;
- Ako nosník môžete použiť potrubie s rozmermi 80 x 60 alebo 50 x 50 mm s dĺžkou 3 metre. Ale táto metóda je univerzálna - takže nie je dôležité, aký druh nosného nosníka skončíte;
- Profilovú rúru 20 x 20 alebo 20 x 40 mm, ktorú ohneme.
Postup (pokyny krok za krokom):

Dôležitá poznámka od odborníka:
V dĺžke regálov sa skrýva celé tajomstvo ohýbania profesionálnych rúr s oblúkom pre váš vrchlík. Dĺžky dvoch stojanov sú vytvorené z dĺžky stredného stojana (máme 250 mm - môžete si vziať inú dĺžku, ale nie viac ako 250 mm - inak sa môže potrubie pri ohýbaní zlomiť). Koeficienty 0,8888 a 0,5556 platia pre ľubovoľnú dĺžku podpery a stredového stĺpika.
Video návod, ako ohýbať profesionálne rúry na vrchlík (oblúk) bez ohýbačky rúr
Teraz sa pozrime na to, ako ohýbať rúrku pomocou ohýbačky rúrok
Existujú dva typy potrubí:
- Profil;
- Okrúhla časť.
V závislosti od potrieb si musíte vybrať konkrétnu možnosť, ale treba mať na pamäti, že s okrúhlou výstužou je oveľa jednoduchšie pracovať ako so štvorcovými. Faktom je, že pri ohýbaní sa rohy môžu ohýbať alebo sploštiť, navyše existuje vysoká pravdepodobnosť prasklín.
 Foto - Skleník z profilových rúr
Foto - Skleník z profilových rúr Ak chcete ohýbať profilovú rúrku doma, musíte pracovať so špeciálnym zariadením - alebo ohýbačkou profilu. Ich vlastnosťou je schopnosť inštalovať komunikáciu do zariadenia a fixovať ju v určitej polohe. Vďaka tlaku, ktorý je aplikovaný rovnako na vonkajšie aj vnútorné rohy, sa vytvorí rovnomerný ohyb bez ostrých kvapiek a trhlín.
 Foto - mechanická ohýbačka profilov
Foto - mechanická ohýbačka profilov Existovať dva typy zariadení na tvarovanie valcov:
- Manuálny;
- Profesionálna automatika.
Prvými sú celkom jednoduché zariadenie, ktoré pozostáva z pracovnej plochy (stôl) a množstva valčekov. V dôsledku pohybu valcov sa rúrka pohybuje pozdĺž pracovného stola a mení svoj uhol bez toho, aby skresľovala požadovaný polkruh.
Profesionálne zariadenia sú pohodlnejšie na použitie, ale ich cena často presahuje 20 000 rubľov. Používajú sa na zložité práce, najčastejšie potrebné na výrobu zložitých dekoratívnych kovových prvkov. Medzi prednosti modelu patrí ideálny rádius, ktorý bude presný doslova na desatinu. Samozrejme, pri používaní stroja je pohodlnejšie pracovať, ale doma to prakticky nie je potrebné, pretože je určené na spracovanie veľkého počtu potrubí za smenu.
 Foto - ručná ohýbačka rúr
Foto - ručná ohýbačka rúr Rúrkový rám vyrobený z valcovania rúr so štvorcovým, obdĺžnikovým alebo okrúhlym prierezom priťahuje mnoho záhradníkov svojou pevnosťou a dlhou životnosťou. Vzhľadom na vysokú pevnosť tohto materiálu môže byť rám skleníka tenší, čím sa do skleníka dostane viac svetla.
Tipy: ako správne ohýbať profil pre skleník vlastnými rukami
Ohýbanie rúrok akéhokoľvek profilu sa vykonáva dvoma hlavnými spôsobmi - je to tlak na určité časti rúry a tlak v kombinácii s ohrevom na časť, ktorá sa má ohýbať.
Pri práci s potrubím nemusia byť diely umiestnené v rovnakej rovine a potrubie môže prasknúť v dôsledku silného ohybu.
Bez znalosti technologických pravidiel ohýbania rúr nebude možné získať kvalitný rám pre skleník. Pre správne ohýbanie profilu treba brať do úvahy jeho rozmery, prierez a hrúbku profilu, pružnosť oceľovej zliatiny a ďalšie parametre.
menovite:
- Široké rúry s hrúbkou steny 2 mm alebo menej sa vôbec neodporúčajú ohýbať, pretože v tomto prípade môže potrubie prasknúť. Rúry vyrobené z uhlíkových ocelí alebo nízkolegovaných zliatin môžu pružiť, t.j. po ohnutí budú mať čiastočne tendenciu vrátiť sa do predchádzajúceho stavu. Pri inštalácii rámu skleníka bude potrebné takéto rúry upraviť na mieste, opäť sa ohýbať správnym smerom.
- Mali by sa preštudovať technické charakteristiky rúr, najmä výška profilu, hrúbka a dĺžka rúry a v závislosti od toho je možné vypočítať minimálny a maximálny polomer ohybu rúry bez jej poškodenia. Ak sa vám to ťažko počíta, môžete použiť online kalkulačky, stačí zadať všetky parametre potrubia a kalkulačka vám ukáže, na aký maximálny polomer je možné potrubie ohnúť.
Najúspešnejšie môžete rúru ohýbať sami, ak použijete stroj na ohýbanie profilov, priemyselný aj amatérsky. Ak to nie je možné, môžete použiť zverák, ktorý upne jeden koniec rúry a na druhý položí rúru s väčším priemerom. Pri silných plynulých pohyboch sa potrubie ohýba na požadovaný polomer.
Vyrábame zakrivený profil pre skleník vlastnými rukami požadovaného tvaru
Na stavbu skleníkov sa používa iný typ profilu, môže to byť hliníkový alebo kovový, vyrobený z pozinkovanej ocele.
V strednom Rusku je relevantnejšie použitie kovového profilu, pretože je odolnejší ako hliník.

Používajú sa aj materiály vyrobené z rúr rôznych prierezov a profilov (oválne, okrúhle, obdĺžnikové).
V závislosti od potrieb skleníka sa môže tvar profilu a jeho ohyb mierne líšiť:
- Pri výbere pozinkovaného ohýbaného profilu pre skleník by ste si mali prečítať certifikát alebo dokument. Stačí si kúpiť profil s hrúbkou zinkového povlaku najmenej triedy 1 a ešte lepšie, ak je trieda povlaku „P“. Takýto náter bude spoľahlivo chránený pred nepriaznivými environmentálnymi faktormi po mnoho rokov.
- Zakrivený pozinkovaný profil odolá aj značnému zaťaženiu, až 90 kg / m2. Skleník z takého profilu je možné vyrobiť ručne a profil je možné navzájom spojiť pomocou skrutiek alebo zvárania. Všetky vyvŕtané otvory, ako aj zvary musia byť starostlivo ošetrené studeným zinkom.
42. profil sa považuje za najvhodnejší pre skleník, ale pre spoľahlivosť berú 50. profil, ale je ťažšie s ním pracovať. Ak skleník zahŕňa polykarbonátový povlak, potom by sa v tomto prípade mali rozmery skleníka pre pohodlie práce prispôsobiť rozmerom polykarbonátových dosiek. Ak nebolo možné nájsť pozinkovaný ohýbaný profil, možno ho nahradiť zakrivenými rúrkami, ktoré sú navzájom spojené zváraním alebo pomocou spojovacích pásikov.
Pokyny a príklad ohýbania: ako ohýbať profil pre skleník
Najlepšie je ohýbať profil, najmä ak je vyrobený z rúr pomocou špeciálnych strojov, ale doma nie je vždy možné ich použiť.

Profil môžete ohnúť trochu inak:
- Aby sa rúrka pri ohýbaní nezlomila, naplní sa pieskom, na koncoch sa upchajú otvory, aby sa nevyliala, a na niekoľkých miestach rúrky sa vyvŕtajú malé otvory, ktorými dovnútra vyteká ohriaty zvyšný vzduch. potrubie. Potom sa časť rúry, ktorá sa má ohýbať, vedie cez domácu ohýbačku rúr, čo sú rúry uložené v zemi a vyplnené betónom. Potrubie v mieste ohybu sa vtlačí medzi ne, zahreje sa fúkačom a ohne sa na požadovaný polomer.
- Druhý spôsob ohýbania profilu je o niečo komplikovanejší, ale nevyžaduje veľa úsilia a dokonca aj jedna osoba môže ohýbať profilovú rúrku. Na rúre alebo inom profile sa robia značky v pravidelných intervaloch, po ktorých sa na týchto miestach robia rezy pomocou brúsky. Potom sa pozdĺž nich ohne profil alebo rúrka a keď je hotová, miesta rezu sa zvaria a potiahnu buď studeným zinkom, ak je profil pozinkovaný, alebo farbou.
Po ohnutí profilu sa v prvom prípade z neho odstráni piesok a vytvorené otvory sa zvaria bodovým zváraním.
Pri ručnom ohýbaní rúr alebo profilov je ťažké dosiahnuť presný polomer. Tiež s manuálnou metódou môžete ohýbať iba dostatočne tenký.
Ak má potrubie alebo profil hrubé steny, potom je v tomto prípade možné ohýbať potrubie alebo profil iba na špeciálnom stroji s hydraulickým pohonom.
Spôsoby: ako ohnúť profilovú rúrku pre skleník
Doma je celkom možné ohýbať rúrku sami bez použitia špeciálnych strojov, na tento účel môžete použiť ručnú ohýbačku profilov, ktorú je možné zakúpiť v špecializovaných predajniach. Treba však mať na pamäti, že pri použití ručnej ohýbačky profilov bude potrebné vynaložiť značné úsilie.

Existuje jednoduchý spôsob, ako môžete ohýbať profilovú rúrku:
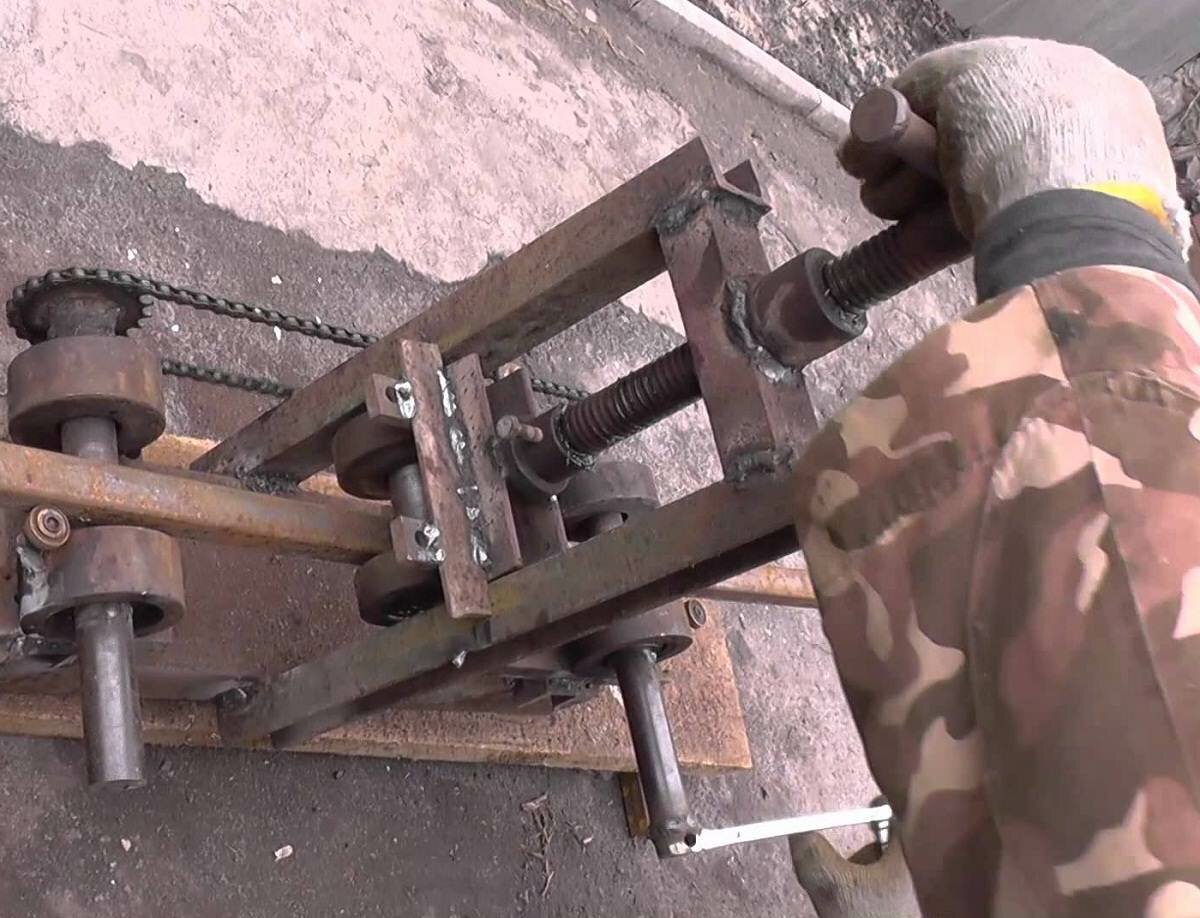
- Na dlhý, silný kovový nosník (kolmo naň) je privarených 5 rúrových rezov, stredný by mal byť najvyšší, zvyčajne jeho výška je 250–300 mm a zvyšné 4 by sa mali rovnomerne znižovať. Centrálnu rúrku nie je potrebné zväčšovať, pretože v tomto prípade, keď je rúrka ohnutá z profilu, môže sa zlomiť.
- Samotný nosník je bezpečne pripevnený k betónovej základni alebo k kovovému stolu.
- Profilová rúrka je zložená na nosníky privarené zhora a pripevnená na niekoľkých miestach drôtom.
- Do koncov rúr sa vloží páka z menšej rúry a pomocou jej pevnosti a hmotnosti ako závažia sa profilová rúra ohne.
Proces ohýbania rúry do oblúka touto metódou je pomerne dlhý a pracný, ale rúra sa bude ohýbať do oblúka, ako človek potrebuje. Touto metódou je ťažké získať dostatočne veľký polomer profilovej rúry.
Ako ohnúť profilovú rúrku pre skleník (video)
Takto môžete nezávisle pomocou jednej z najvhodnejších metód alebo dokonca niekoľkých metód dať rúram a profilu potrebný polomer a vyrobiť skleník alebo napríklad skleník z polotovarov. Takéto štruktúry, vyrobené podľa všetkých pravidiel, budú slúžiť mnoho rokov.



















