The operational and technological properties of polyethylene pipes are in many respects similar to the properties of pipes made of polypropylene - non-corrosion, non-growth of the inner surface, chemical resistance, environmental friendliness, long service life with proper operation. However, there are differences - both positive and negative. The relatively low heat resistance of polyethylene does not allow the use of polyethylene pipes for transporting media with temperatures above 40-50°C. They are mainly used for cold water supply, gas pipelines, ventilation systems, etc. The exception is cross-linked polyethylene (PE-X, XLPE, PE-S), which can be used at temperatures up to +95°C. The high frost resistance of polyethylene pipes (down to -70°C) makes them an excellent material for the construction of outdoor pipelines.
Methods for welding polyethylene pipes
Polyethylene belongs to the group of well-welded materials due to the wide temperature range of the viscous-flow state (more than 70°C) and the relatively low melt viscosity.Polyethylene pipes are welded in three ways - butt, socket and electrofusion (with embedded heaters) welding.
Socket welding
Socket welding of polyethylene pipes has not become as widespread as socket welding of polypropylene pipes, although this method itself is as technically simple to implement and reliable as for polypropylene pipes. This is most likely due to the fact that polyethylene pipes are used mainly for laying external pipelines with a long length of lines and a small number of turns. And socket welding, as you know, shows its advantages to the maximum during the installation of internal pipelines made from pipes of small diameter and laid in rooms with an abundance of turns in various directions.
Nevertheless, socket welding of polyethylene pipes is a technologically advanced and reliable method of connection. The parameters of its mode practically do not differ from the parameters of welding polypropylene pipes (see Welding of polypropylene pipes). The equipment used, all the basic techniques, the heating temperature of the soldering iron and the time intervals of operations remain the same (or almost the same) as for welding polypropylene pipes.
Welding using embedded heaters (electrofusion welding) is convenient for use in places with limited space, where it is difficult or impossible to place equipment for butt welding. For her, there are no restrictions regarding the minimum diameter of the connected pipes. It can be used starting from the smallest diameters - 20 mm.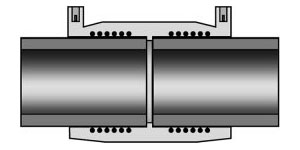
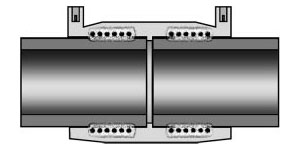
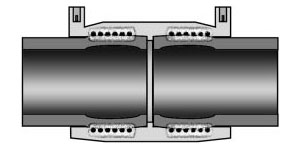
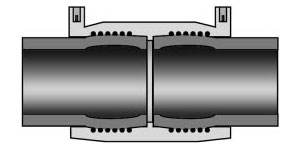
When welding pipes with fittings with embedded heaters, the joint is heated and the material is melted by a spiral of metal wire embedded in the fitting, through which an electric current is passed. Pressure in the welding zone and sealing of the joint is created due to the thermal expansion of the pipe. In order to carry out electrofusion welding, it is necessary to have an electrofusion sleeve itself and an apparatus for welding polyethylene pipes, with the help of which voltage is applied to the heating wire.

Butt welding
As in the case of socket welding, the technology of butt welding of polyethylene pipes is basically the same as welding of pipes made of polypropylene. The only difference is that for polyethylene, slightly lower pressures (during heating and upsetting) and times (during heating and cooling) are used than for polypropylene. Comparative data of these parameters are given in the table below.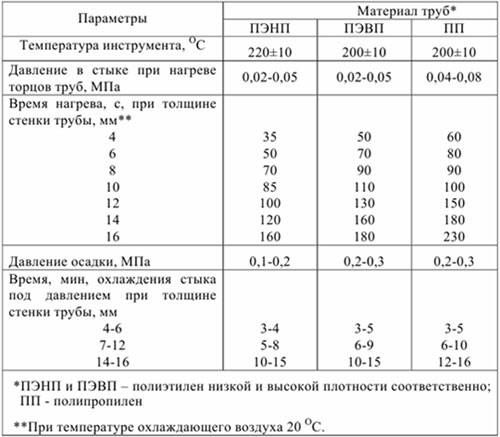
Butt welding is the main method of integral installation of polyethylene pipes, starting from a diameter of 50 mm. The choice of this value as the initial one is due to the fact that the wall thickness of 50 mm pipes reaches 5 mm - just the value at which a reliable connection is guaranteed. The use of butt welding for pipes of smaller diameters is also impractical because the internal flash formed by this method narrows the already small passage too much.
Butt welding is recommended for welding pipes with the same wall thickness. Sometimes exceptions are made to this rule. In this case, a pipe with a greater wall thickness is chamfered at an angle of 15 ± 3° to the pipe axis, thus ensuring the same area of contact surfaces.
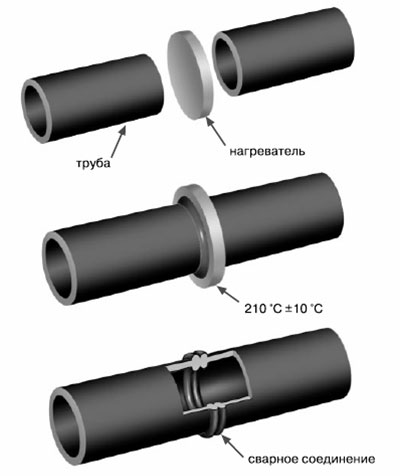
The essence of butt welding of polyethylene pipes is that the ends of the pipes, melted by a heated tool, to a state of ductility, are connected to each other under pressure and maintained in this position until the joint is completely cooled.
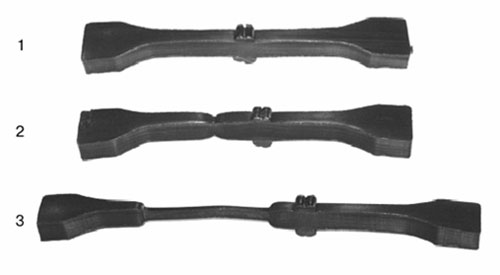
The resulting butt joint has a strength higher than the strength of the pipe itself. When testing a sample with a fragment of a butt joint on a tensile tester, its rupture occurs at the site of the whole material, and not along the weld (1 - the whole sample, 2 and 3 - stretching stages).
As equipment for butt welding of polyethylene pipes, welding machines are used, consisting of several nodes, each of which performs certain functions.
The centralizer with four or two movable and fixed clamps is used for clamping, centering and reducing pipes. Trimmer (planer) is designed to process their ends. With the help of a heating tool (welding mirror) the pipes are heated. The device has a device that creates a force that presses the pipes to the welding mirror (when heated) and to each other (during crimping). Power supply and control units provide voltage supply to the nodes and maintain all parameters in the required interval.

Apparatus for butt welding of plastic pipes: 1 - trimmer with knives on both sides, 2 - heater.

Pipe cutters are used to cut pipes.

For butt welding, various fittings (spigots) are produced.
Basic parameters of butt welding. The main parameters of butt welding include: the heating temperature of the tool, the force of pressing the pipes to the welding mirror and to each other, and the duration of the operations. It is convenient to represent the change in pressure in the form of a cyclogram.
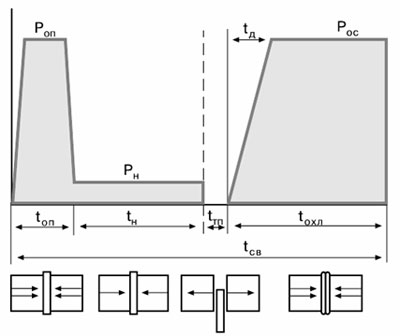
Cyclogram of butt welding of polymer pipes: t op is the time of melting the ends, t n is the time of heating (warming up), t tp is the time of the technological pause to remove the heater, t d is the time of raising the pressure of the sediment, t cool is the time of cooling the welded joint under pressure, t sv is the total welding time, P op is the pressure of the heating tool on the ends of the pipes during melting, P n is the pressure of the heating tool on the ends of the pipes during heating (heating), P os is the pressure on the ends of the pipes during upsetting.
Pressure control is carried out using a pressure gauge of a hydraulic pump that creates a compression force. If pressure is created manually or by a device without a pressure gauge, control is carried out visually in terms of the shape and size of the formed beads of burr. The time of operations is controlled by a stopwatch.
Welding sequence. Butt welding is carried out in the following order.
- Clean and degrease the ends of the connected pipes.
- The pipes are fixed in the centralizer of the welding device and their ends are processed with a cutter (facing is performed) in order to ensure their perpendicularity to the axis. After trimming, the workpieces are brought together to check the absence of a gap. For pipes with a diameter of less than 110 mm, gaps of not more than 0.3 mm are allowed.
- A welding mirror is installed between the ends of the pipes, heated to the operating temperature - according to the instructions for the equipment and pipe material. For all grades of polyethylene, the heating temperature of the tool is within the range of 205-230°C.
- The ends of the pipes are pressed against the mirror with a force P op, creating a pressure of 4-6 kg/cm 2 - until a burr 0.5-2.0 mm high appears along the perimeter of the ends. After that, the pressure is reduced to a value of 0.2-0.5 kg/cm 2 and maintained so during the entire heating time. The exact values of pressures and duration of heating are contained in the instructions for the equipment and pipes. Reference values are given in the table above. Welding PE pipes in cold weather may require an increase in the time for their warm-up (it is unacceptable to increase the temperature of the tool). The optimal value of the heating time for various external conditions is best determined by making test welding on unnecessary pipe cuts.
- After the warm-up time has elapsed, the movable clamp of the centralizer with the pipe is retracted to a distance of 5-6 cm, the welding mirror is removed from the welding zone and the pipes are brought together until they come into contact, creating a precipitation pressure P OS 1-3 kg/cm 2 . At the same time, the dimensions and configuration of the resulting burr are visually controlled. The precipitation pressure is maintained during the entire cooling time of the joint.
- Remove the pipes from the clamps of the centralizer.
Requirements for the quality of welded joints
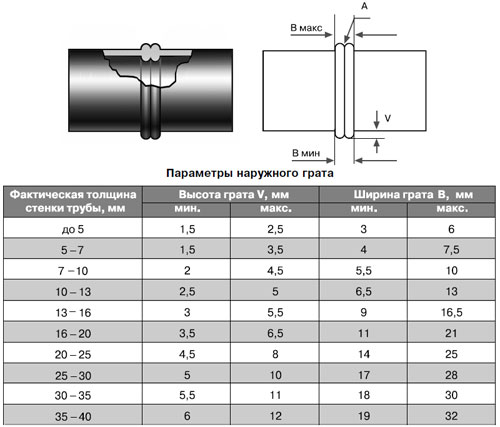
The appearance and parameters of a correctly made welded joint must meet certain requirements, including the following.- The dimensions of the burr rollers must correspond to the values shown in the figure below.
- The bead must be evenly and symmetrically distributed around the joint circumference.
- Mutual displacement of the walls of welded pipes in the radial direction should not exceed 10% of their thickness.
- The depression (A) between the beads (fusion line) must not be located below the outer surface of the pipes.
- The color of the flash must be identical to the color of the pipes. The presence of cracks, pores and foreign inclusions is not allowed.
The figure below shows a weld made in compliance with all technological parameters. It is distinguished by smooth, symmetrical rollers with rounded shapes and sizes that do not go beyond the established values.

And this is how seams made with violations of technology look like.
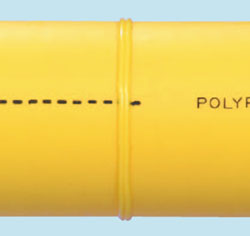
Too small dimensions of the beads of the burr indicate an underestimation of the pressure during the upsetting of the pipes or insufficient warm-up time.
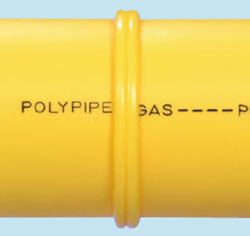
Excessively large roller sizes indicate an excessive warm-up time or a too high heater temperature.
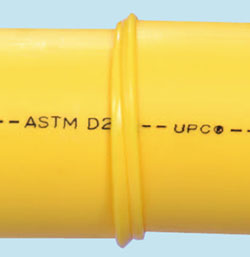
The displacement of the ends of the pipes relative to each other occurs with poor alignment or lack of fixation of the pipes in the centralizer.
Poor-quality facing (the presence of a gap between the closed ends of the pipes) leads to uneven distribution of the burr along the perimeter of the pipes.
Some features of the installation of polyethylene pipes
Like all materials, polyethylene pipes are subject to thermal expansion and contraction. Pipes laid in trenches and covered with soil change dimensions to a lesser extent than those laid on the surface. To compensate for thermal expansion when installing pipes in trenches, "snake" laying is used.
Installation of polyethylene pipes must be carried out taking into account the decrease in their flexibility at low temperatures. Too small bending radii must not be allowed. The table below shows the values for the minimum allowable bending radii depending on the outside diameter of the pipe and the ambient temperature.



















