Add to bookmarks
Welding is an integral connection of parts. When joining plastics, three types of welding can be distinguished:
- thermistor;
- butt;
- socket
Socket welding for polyethylene products is practically not used. The first two types are the most priority: end-to-end and thermistor.
Butt welding of polyethylene products

Butt welding of polyethylene products gives a strong and reliable seam.
This type is most common for the installation of plastic products. This is due to the fact that the cost of work is much cheaper compared to other types, and the speed of work is higher. Taking into account current technologies, docking of parts allows you to connect systems with a diameter of more than 800 mm.
Benefits of butt welding:
- cheap cost of work;
- speed without compromising quality;
- the possibility of connecting plastic products, ranging from a diameter of 0.5 cm to 120 cm.
The technology of butt welding of polyethylene pipes, with the correct observance of all stages, determines the reliability and quality of the connection. If the instructions are properly followed, the welded seam is at least eight times stronger than the pipe itself in terms of its parameters.
Butt welding. The main stages of installation
- installation and fixing of plastic parts in clamps;
- cleaning the structure, cutting to the required size, degreasing surfaces and directly welding;
- heating pipes from the end, first under pressure, and then without pressure;
- compression of pipes along the axis and cooling of the finished joint under pressure.
Each stage of butt welding has a strictly defined meaning, which is indicated by a special table corresponding to a specific diameter and wall thickness of the pipe. The table is attached to the welding machine (includes instructions).
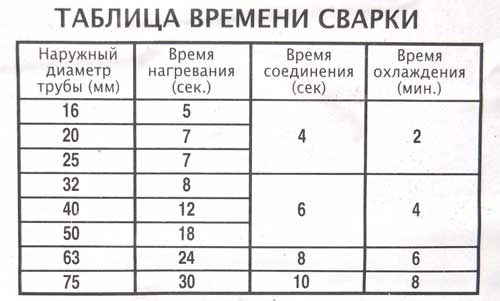
Table of welding times for polyethylene pipes depending on the diameter
Professional welders usually know by heart the parameters of the main diameters used, but any qualified welder has the necessary table with him.
Butt welding and some limitations:
- the parts to be joined must have the same thickness and identical grade of polyethylene;
- application is limited in the presence of cramped conditions;
- at least one pipe must move freely.
With different grades of material, butt welding does not guarantee full reliability of the connection. It happens that it is impossible to carry out this type of welding due to a mismatch in the dimensions of the welding butt equipment. Also, when replacing a buried pipeline, butt welding is not possible.
Thermistor welding of polyethylene products
In some situations, especially when it is impossible to use butt welding, thermistor welding, or, in other words, electrofusion welding, is justified. Thermistor welding is carried out using fittings (connecting parts with an electric heater). Its use is mainly due to the following situations:
- if a new gas pipeline is being built, in which long pipes are used, or when working conditions do not allow butt welding;
- if the area to which the pipeline is laid has high seismic activity;
- if the installation of plastic pipes is carried out inside the old pipeline, for repair or reconstruction;
- if additional insertion of branches into existing pipelines is required;
- if the pipes have a diameter of 20 mm and a wall thickness of 3 mm;
- if the working conditions are of increased complexity and high responsibility.
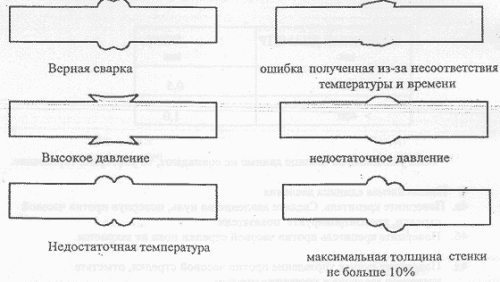
The most likely errors that can occur when butt welding pipes
The temperature for the electrofusion method must be in the range from -10 to + 45°C. This range corresponds to the parameters of most welding machines. In the event that the temperature does not match, the installation of special shelters is required to maintain the required temperature regime.
Preparation for such a serious process as electrofusion welding should include the following steps:
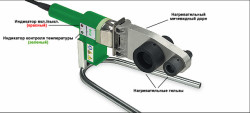
- prepare welding equipment and check its performance;
- install the machine and prepare the welding site;
- the table will help you choose the right parameters for welding;
- fix and calibrate pipes and parts;
- clean and be sure to degrease the surfaces to be welded.
There are two main welding parameters that require absolutely precise setting:
- the power of the voltage applied to the spiral;
- time spent welding and cooling the fitting.
These parameters depend on factors such as the type of part, its type, its manufacturer, and the like. All this information must be located along with the fitting in a special passport, barcode or directly on the part. A table may also contain them.
- The pipe ends to be joined are cleaned especially carefully and dried or wiped off.
- In the presence of grease or oil, the surface is degreased with alcohol or another similar component.
- It is recommended to remove the fitting from the package immediately before installation itself, in order to prevent dirt and dust from entering the part or inside it.
- Before starting welding, the pipes are cut perpendicular to their own longitudinal axis so that the heating coil fits snugly against the pipe. If the pipes are cut unevenly, the welding will turn out to be of poor quality. The ends of the cut pipes should not have any damage and deformation. If this is present, then it is necessary to strip the pipes with special devices to a length equal to the length of the connecting part.
- When stripping, it is necessary to ensure that there are no gaps between the pipe and the fitting. The fitting itself must not be cleaned so as not to damage the spiral.
- When welding, the part and the pipe must be located along the same axis in order to avoid skew. The best option would be to secure the pipes with a positioner, which will secure the correct position of the pipe, prevent sagging and displacement during the cooling of the seam.
- If pipes with a large diameter are welded, it is advisable to use stops or stands until the cooling itself. In the event of the formation of ovality of pipes from long-term storage, the pipes must be returned to their round shape. If this cannot be done using a positioner, it becomes necessary to use calibrating clamps installed at a distance of 15-30 mm from the end of the fitting.
- When degreasing the surface, wait until the liquid has completely evaporated.
Thermistor welding technology consists of the following steps:
- after processing and degreasing, pipes are inserted into the fitting to the stop or put on the pipe when welding saddle bends;
- using a positioner or centralizer, fix the position of the pipe, preventing sagging;
- connect the welding equipment, observing the voltage and power parameters indicated in the corresponding diagram (table);
- ensure the connection of the welding cable with the output of the fitting heater and set the parameters of the time and voltage of welding: these values are indicated in the scheme (table) of the barcode, and many devices are able to independently read the necessary information;
- the process of automatic welding is started, which does not require the presence of a human factor.
The whole process is controlled by the equipment itself, and the end of welding is fixed by indicators. Cooling of the joint occurs naturally. The connections are then numbered using paint or a marker. Installation of saddle branches is usually carried out in two stages. First, the connection part is welded to the main pipeline, and then the branch itself is welded to it. In case of poor-quality welding, the outlet is rejected, and a new one is installed nearby.
When using saddle bends, after cooling, it is necessary to mill the walls of the main pipe. With the help of this process, the internal cavities of the involved pipes are connected: outlet and main.
Based on all of the above, it can be argued that the welding of HDPE pipes is undoubtedly the most reliable type of connection. Despite the method by which polyethylene pipes are welded, with high-quality work and compliance with all parameters, the quality of the connection remains consistently high.



















