Savijanje profilne cijevi može se obaviti samostalno, bez upotrebe skupih i glomaznih strojeva. U skladu sa svim pravilima, rad će se pokazati ništa manje kvalitetnim. Razmotrite nekoliko opcija koje vam omogućuju savijanje cijevi vlastitim rukama.
Savijanje cijevi s mlinom
Za izvođenje ovog postupka trebat će vam brusilica (kutna brusilica) i stroj za zavarivanje. Idemo dalje na proces:
- Prije savijanja, preporuča se pričvrstiti cijev (na primjer, u škripcu). To će ga zadržati u istoj ravnini. Ako na cijevi postoji zavar, potrebno ga je postaviti na vanjsku stranu zavoja kako se metal ne bi otvorio.
- Izračunajte radijus zavoja i označite zavoj. Uzmite brusilicu i napravite poprečne rezove po dužini oznake (na 3 strane). Nakon toga možete lako saviti proizvod.
- Nastale pukotine moraju biti zavarene i očišćene. Pokušajte raditi polako i pažljivo - to će vam omogućiti da postignete dobru kvalitetu i ne uništite cijev.
Savijanje cijevi s oprugom i plamenikom
Trebat će vam čelična žica promjera 2 mm. Od toga napravite oprugu da može ući u cijev, ali ne i visjeti. Također možete kupiti gotovu oprugu za savijanje cijevi. Umetnite ga u cijev, označite zavoj i zagrijte ga plamenikom. Nakon toga možete jednostavno saviti cijev pomoću okrugle praznine. Ako vam rezultat ne odgovara, možete ponoviti posao, ali je poželjno odmah pažljivo izvršiti sve korake.


Savijanje cijevi pijeskom i plinskim plamenikom
Ova metoda će vam omogućiti da cijevi date odgovarajući zavoj bez opasnosti od pucanja i spljoštenja. Trebat će vam kvarcni ili rafinirani pijesak, plinsko zavarivanje (baklja), dva drvena čepa i bušilica. Razmotrimo proces redom:
- Umjesto kvarcnog pijeska, možete koristiti obični pijesak. Ali prvo ga treba očistiti. Prosijajte pijesak i dobro ga osušite zagrijavanjem na vatri ili plameniku. Pijesak treba zagrijavati dok ne prestane dimiti. Kada je sve spremno, ulijte ohlađeni pijesak u čistu posudu.
- Umetnite drveni čep u jedan kraj profilne cijevi (na dubinu ne više od 10-20 cm). Cijev u potpunosti napunite kvarcnim (ili pročišćenim) pijeskom, a drugi kraj začepite čepom. Ovo punjenje će izbjeći uništavanje tijekom procesa savijanja. Ako nema pijeska, materijal će se jednostavno pogoršati.
- Napravite malu rupu u jednom od čepova. Tijekom zagrijavanja iz njega će izlaziti zrak.
- Označite mjesto koje želite savijati i zagrijte ga bakljom. Zatim dajte cijevi željeni oblik. Pokušajte ne pregrijati metal - to može dovesti do stvaranja kamenca i gubitka kvalitete materijala.
- Kada cijev poprimi željeni oblik, uklonite drvene čepove i izlijte pijesak. Preporuča se zagrijavanje krajeva profilne cijevi - kako bi se čepovi brže izvlačili.
Dodatne metode savijanja
Postoje metode dizajnirane za cijevi izrađene od određenih materijala koje također možete koristiti:
- Da biste savijali bakrenu cijev (kao i mjed i duralumin), trebat će vam voda i negativna temperatura. Začepite jedan kraj cijevi čepom, zatim napunite cijev vodom i zatvorite drugi kraj. Izložite proizvod mrazu i ostavite ga tamo dok se ne stvori led. Nakon toga, proizvod može lako poprimiti željeni oblik. Kao punjenje može poslužiti i otopljeni parafin, kolofonij ili olovo.
- Sol se može koristiti za savijanje metalno-plastične cijevi. Prvo se mora zagrijati u tavi (dok kristali soli ne počnu eksplodirati) i uliti u cijev. Kada je vruća sirovina unutra, cijev će se saviti bez puno napora.


Raznolikost načina savijanja profilnih cijevi omogućuje vam da ovaj postupak izvedete kod kuće, bez pomoći stručnjaka i skupe opreme. Pokušajte slijediti algoritam za stvaranje zavoja i djelovati polako. U tom se slučaju šanse za stvaranje kvalitetnog proizvoda uvelike povećavaju.
Većina vlasnika vikendica, vikendica i privatnih kuća mora se nositi s rješenjem pitanja kako savijati profilnu cijev kod kuće bez savijača cijevi. Želja za prezentiranim i originalnim opremanjem lokalnog prostora dovodi do potrebe za stvaranjem lučnih konstrukcija. To su tende, sjenice, nadstrešnice i staklenici za stanični polikarbonat. Kupnja montažnih proizvoda dolazi s troškovima koji se mogu izbjeći savijanjem čelika u kući. Da biste to učinili, u svakoj radionici dostupno je dovoljno alata i materijala.
Valjani metal pravokutnog presjeka jednostavan je za korištenje, praznine se mogu spojiti pod različitim kutovima. Poteškoće nastaju kada postoji potreba da se detaljima dizajna daju zakrivljeni oblik. To je zbog činjenice da na vanjsku stijenku proizvoda djeluje vlačna sila, a unutarnja strana je podvrgnuta kompresiji.
Pokušaji savijanja profilne cijevi bez savijača cijevi povezani su s takvim problemima:
- Pojava pukotina u materijalu. Ako je debljina stijenke mala, tada je moguće pucanje metala.
- Nabor strana. Sličan učinak nastaje kada se primjenjuje prekomjerni pritisak tijekom prolaska obratka kroz uređaje za savijanje.
- Pojava unutarnjih nabora. Što je veća visina profila proizvoda i manji radijus zavoja, veća je vjerojatnost takvog kvara.
- Prijelom odjeljka. Pojavljuje se kada se na radni komad primjenjuje oštra sila.
- Promjena konfiguracije odjeljka. Ako je tehnologija prekršena, dolazi do pomaka ravnina, uzdužne osi, zakrivljenosti dijela u obliku spirale.
- Smanjenje čvrstoće metala. Takav nedostatak posljedica je pregrijavanja i zbog toga kršenja kristalne strukture željeza.
Takve komplikacije nije teško izbjeći. Dovoljno je kompetentno i promišljeno pristupiti stvari.
Metode savijanja profilnih cijevi
Vlasnici vikendica često moraju razmišljati o tome kako brzo savijati profilnu cijev za staklenik bez trošenja novca na profesionalnu opremu. Čak i uz financijska sredstva, nije uvijek moguće odmah pronaći lukove željenog oblika i veličine.
Možete koristiti jednu od predloženih metoda:
- Hladno savijanje cijevi. Koristi se pri radu s profilima malog presjeka 10x10 mm i 10x20 mm, s debljinom stijenke ne većom od 1,5 mm. U takvim slučajevima, deformacija se provodi mišićnom snagom majstora, a on sam može kontrolirati stanje metala. Potrebno je stalno mjeriti položaj presjeka vodoravno i okomito. Ispravnost rada provjerava se predloškom.
- predgrijavanje. Koristi se izvor plamena u kojem se radni komad zagrijava dok ne postigne crvenu boju. Nakon toga se savija na željenu konfiguraciju. Savijeni radni komad mora biti pod naponom dok se potpuno ne ohladi. Za grijanje se koristi plinski kotao, štednjak, puhalica ili seoski roštilj s visokim udjelom drvenog ugljena.
- S unutarnjim punjenjem. Kao punilo koristi se pijesak, strojno ulje ili voda. Potrebno je osigurati da se šupljina ispuni što je moguće čvršće. Najbolji učinak postiže se smrzavanjem vode. Led sprječava da se cijev sruši pod pritiskom. Nepropusnost se postiže zavarivanjem rupa ili zabijanjem drvenih čepova u njih.
- Rezanje sektora. Da biste to učinili, potrebna vam je brusilica s diskom za rezanje. U profilu se izrađuju trokutasti rezovi uz uklanjanje piljenih fragmenata. Zatim se cijev savija, a rubovi rezova zavareni su tankim elektrodama. Ova metoda je duga, ali pouzdana. Njegova uporaba eliminira izobličenje i deformacije.
S vremenom i kreativnošću mogu se primijeniti nestandardni pristupi.
Alternativni načini savijanja
Kako bi savijanje profilnih cijevi duž radijusa donijelo željene rezultate, potrebno je uzeti u obzir čimbenike kao što su:
- plastičnost obloženog materijala (kositar, plastika, monolitni i stanični polikarbonat);
- oblik presjeka i debljina stijenke - kvadratni proizvodi bolje podnose deformaciju;
- elastičnost metala - kod hladnog oblikovanja radni komad mora biti deformiran za 10-15% više od potrebnog radijusa.
Postoje sljedeći alternativni načini savijanja pravokutnih cijevi:
- Kovanje. Savijanje se vrši metodičnim udaranjem obradaka teškim čekićem. Nakovanj je unaprijed izrađen, čiji vrh ima zaobljen oblik. Radni komad je čvrsto pričvršćen stezaljkama na podnožje nakovnja. Nakon toga, udarci se nanose na profil. Treba paziti kao pretjerana sila može uzrokovati da se proizvod spljošti. Prikladnije je raditi sa segmentima duljine ne dužim od 1 m.
- Prema obrascu. Osnova za postavljanje dijela može biti betonska, asfaltna ili popločana platforma. Na njega se nanosi kontura luka, nakon čega se u tlo zabijaju igle za ojačanje ili tanke čelične cijevi. Dio je fiksiran na prvi klin. Dok se savija, vrši se zavarivanje iglama. Kada elastična sila oslabi, brusilica odsiječe luk od klinova.
- Iznajmljivanje pod pritiskom. Za stvaranje pritiska koristi se vozilo s bočnim uklanjanjem kotača i bez krila. Tračnica se postavlja u unaprijed pripremljeni utor od čelika ili betona. Nakon toga, kotač se sustavno kotrlja duž profila. Aksijalna usklađenost kontrolira se ručno ili metalnim vodilicama.
Kako bi se smanjila vjerojatnost deformacije stijenki proizvoda, u njega se može umetnuti tanka i duga čelična opruga. Kada se koristi grijanje, vrući čelik se ne smije hladiti vodom. Zbog toga se može prekriti pukotinama ili rasprsnuti. Bolje je koristiti obradu. Kada koristite mišićnu snagu, preporuča se staviti dugu i jaku polugu na slobodni kraj karike. Na taj način ćete uz manje truda moći postići željeni cilj.
Potreban pribor
Da biste savijali profilnu cijev vlastitim rukama, morate imati sljedeće uređaje i opremu:
- rulet;
- razina;
- bugarski;
- Stroj za zavarivanje;
- kutomjer;
- malj;
- teški čekić;
- aparat za zavarivanje;
- jezgra;
- marker ili kreda.
Da biste postigli točan rezultat, preporuča se korištenje posebnog alata. Dirigent je uređaj za točan proračun i rezanje spojenih dijelova. Mehanizam se koristi za označavanje na krajevima lukova, graničnika, krakova i prečki. Zahvaljujući korištenju vodiča, zavareni šav je gladak i uredan.
Često se postavlja pitanje, kako savijati profilnu cijev bez savijača cijevi? Poznato je da provedba raznih građevinskih ili popravnih radova na prigradskom području uključuje široku upotrebu profiliranih cijevi.
Korištenje ove vrste najma ima niz prednosti:
- Ima veliku snagu uz relativno malu težinu.
- Profilna cijev se može koristiti za ugradnju bilo koje strukture od staklenika do raznih šupa, sjenica ili verandi.
- Mogućnost obrade zavarivanjem ili raznim vrstama ručnog alata omogućuje vam da većinu posla obavite sami.
- Struktura sastavljena od četvrtastog profila izgledat će mnogo privlačnije od svoje kolege iz tradicionalne okrugle cijevi.
Ako postoji želja da se napravi lučna konstrukcija za ukrašavanje sjenice ili instaliranje staklenika, morat ćete se savijati ručno ili pribjeći pomoći stručnjaka.
Ključne značajke tehnologije savijanja

Potrebno je jasno razumjeti procese koji se događaju u metalu tijekom njegove kontrolirane deformacije. Glavni cilj u ovom slučaju je dobiti jednoliko zakrivljeni oblik bez narušavanja integriteta valjanog profila. Za ispravno savijanje cijevi bilo kojeg oblika poprečnog presjeka koriste se dvije metode:
- savijanje pod utjecajem vanjske sile;
- kombinacija tlaka i lokalnog grijanja u dijelu zavoja.
U oba slučaja simultano se odvijaju sljedeći procesi - materijal vanjskog sloja luka će se rastegnuti, a unutarnji sloj komprimirati. Kao rezultat savijanja, značajan višak opterećenja može dovesti do pukotina i uništenja vanjske stijenke cijevi. Unutarnja površina može izgubiti glatkoću, a formiraju se jasno vidljivi metalni nabori. Kršenje tehnologije procesa također može uzrokovati izobličenje stijenki cijevi ili poremetiti njihovo poravnanje. Takav fenomen će imati izrazito negativan utjecaj na estetiku nastalog luka i uzrokovati njegovo prisilno uništavanje.
Moraju se uzeti u obzir i drugi parametri. Od velike važnosti bit će polumjer željene zakrivljenosti, debljina stijenke obratka, njegov materijal i dimenzije poprečnog presjeka.
Industrija proizvodi profilne cijevi koje imaju kvadratni, pravokutni, ovalni, ravno-ovalni ili okrugli presjek. Korištenje kvadratnih i pravokutnih proizvoda pri izvođenju građevinskih radova ima svoje prednosti. Takve cijevi su mnogo prikladnije pri izvođenju instalacijskih radova. Pojednostavljuju označavanje, spajanje i spajanje strukturnih elemenata jedan na drugi. Mnogo je lakše pričvrstiti razne premaze na ravnu površinu takvog profila ili ih kombinirati s drugim materijalima.

Načini hladnog savijanja cijevi: a - uz trčanje; b - namotavanje; u - crtanje; g - valjanje; d - na dva nosača; e- istezanje; g-s unutarnjim hidrostatskim tlakom; i - kroz kalup koji ima krivuljastu os; do - fotokopirnim mašinama.
Posebnu pozornost treba obratiti na visinu presjeka. Ovaj pokazatelj određuje plastične parametre određenog razreda valjanog materijala. Na temelju njegove vrijednosti izračunava se maksimalno moguće savijanje. Označimo visinu sa h. Zatim, s vrijednošću do 20 mm, moguće je savijati cijev bez razaranja u presjeku od 2,5 × h ili više. U slučajevima kada je h>20 mm, formula je: 3,5×h ili više. Kršenje ovog pravila dovest će do stvaranja pukotina ili općeg savijanja metala.
Mora se uzeti u obzir debljina stijenke profila. Ako ne prelazi 2 mm, nije preporučljivo savijati materijal. U takvim slučajevima potrebno je koristiti zavarivanje. Deblji zidovi su podložni savijanju, ali povećanje debljine to znatno otežava.
Materijal valjanog profila također može utjecati na proces. Cijevi izrađene od niskolegiranih i ugljičnih čelika imaju značajnu elastičnost. Takav materijal, nakon uklanjanja vanjskog opterećenja, nastoji vratiti svoj prethodni oblik. To će zahtijevati ponovnu obradu dok se ne održi potrebni polumjer luka. Bakrene cijevi nemaju ovaj nedostatak. Zbog visoke plastičnosti materijala lako mijenjaju oblik i zadržavaju promijenjeno stanje nakon uklanjanja opterećenja.
Metode savijanja profila i redoslijed njihove provedbe
Izbor metode savijanja prvenstveno ovisi o veličini presjeka i raspoloživim alatima i opremi. Obično se materijali malih dimenzija hladno savijaju. Takve cijevi imaju dovoljnu plastičnost i podložne su kontroliranoj deformaciji uz malo vanjskog napora. Za veliki profil obično je potrebno grijanje. Utjecaj temperature značajno povećava duktilnost i smanjuje potrebnu količinu primijenjenog pritiska.
Za okrugle cijevi toplinska se obrada primjenjuje s promjerom od 100 mm ili više. Za kvadratne i pravokutne proizvode, izračun uzima u obzir visinu reza. Ako je visina profila do 10 mm, grijanje se ne primjenjuje. S visinom od 10 do 40 mm, metoda obrade odabire se na temelju iskustva i sposobnosti izvođača. Kada veličina prelazi 40 mm, potrebno je lokalno grijanje.
Prisutnost savijača cijevi omogućuje izradu lučnih konstrukcija bez dodatne toplinske obrade. U slučajevima kada obrada nije moguća, potrebno je izvršiti probno savijanje. Profil je stegnut u škripcu, na njegov izbočeni kraj stavlja se cijev većeg promjera koja služi kao poluga za primijenjenu silu. Ne trebate primjenjivati toplinu.
Savijanje s lokalnim grijanjem
Tehnologija takve obrade uključuje punjenje cijevi pijeskom. Njegova prisutnost u unutarnjoj šupljini proizvoda jamči kvalitetu izrade i ujednačenost luka.

U početku morate pripremiti dva drvena čepa. Za čvrsto brtvljenje, moraju imati piramidalni oblik. Duljina čepova mora premašiti širinu profila za 10 puta. Nakon proizvodnje, čepovi se isprobavaju na rupama cijevi, dok se provjerava pristajanje. Nadalje, na jednom od čepova, na bočnim površinama izrezani su uzdužni utori. Njihova prisutnost je neophodna za ispuštanje pregrijanog zraka iz cijevi tijekom toplinske obrade. Određuje se mjesto budućeg savijanja proizvoda i metal se prethodno zagrijava.
Nakon toga počinju pripremati pijesak. Najbolje je koristiti suhi i čisti materijal srednje granulacije. Sukcesivno se prosijava kroz sita s otvorima od 2, a zatim 0,7 mm. Time se uklanjaju velike nečistoće koje mogu uzrokovati neravnu površinu i prašinu koja može sinterirati unutar cijevi. Punilo se zagrijava na temperaturu od 150ºS.
Zabijemo pluto u cijev koja nema uzdužne rezove, a pripremljeni pijesak ulijemo kroz lijevak. Prilikom zatrpavanja potrebno je drvenim batom udariti zidove profila kako bi se osiguralo zbijanje materijala. Nakon završnog punjenja, drugi čep se postavlja i čvrsto začepljuje.
Potpuno pripremljena cijev stavlja se u škripac ili cijevnu stezaljku pored predloška. Ako postoji šav cijevi, mora se postaviti na bočnu površinu luka. Područje označeno kredom zagrijava se plamenikom do crvene boje i savija se jednim glatkim, neoštrim pokretom. Rezultirajući luk uspoređuje se s predloškom, nakon čega se čepovi uklanjaju, a punilo se izlijeva. Treba imati na umu da je ponovno zagrijavanje vrlo nepoželjno, jer značajno smanjuje čvrstoću materijala.
Savijanje bez zagrijavanja
Pitanje kako savijati profilne cijevi bez savijača cijevi može se riješiti bez izlaganja temperaturi. Upotreba punila ovisi o veličini odjeljka. Ako njegova visina ne prelazi 10 mm, pijesak nije potreban. Za velike veličine vrlo je poželjna upotreba rasutog materijala. Kao alternativu, moguće je koristiti čeličnu oprugu od žice promjera od najmanje 2 mm. Prethodno je postavljen na mjesto budućeg zavoja kako bi mu dao glatku jednoličnu konturu. Tehnologija samog procesa u potpunosti se podudara s vrućom metodom, s iznimkom zagrijavanja metala.
Korištenje ručnih savijača cijevi ili specijaliziranih strojeva tijekom procesa savijanja profiliranog metala značajno ubrzava i olakšava proces.
Rad profesionalaca jamči visoku točnost i kvalitetu kontura. Ali ako mogućnost njihovog privlačenja nije dostupna, mora se imati na umu da se ovaj posao može obaviti samostalno, uz značajno smanjenje troškova.
Gotovo svaki vlasnik ima situaciju kada je potrebno promijeniti zavoj metalne šipke za ugradnju staklenika ili kanalizacijskog ožičenja. Budući da je vrlo lako savijati profilnu cijev kod kuće vlastitim rukama, ovaj posao ne zahtijeva sudjelovanje stručnjaka.
Prosječni vlasnik kuće rijetko ima na raspolaganju posebnu opremu. Stoga morate znati pravilno saviti aluminijsku ili čeličnu cijev za staklenik, vizir (nadstrešnicu) i druge potrebe bez savijača cijevi.
Fotografija - savijanje cijevi bez savijača cijevi
Vrlo je prikladno izvesti ovaj rad uz pomoć pretvarača za zavarivanje i kućne brusilice. Za početak se razvija crtež prema kojem će se u budućnosti nacrtati i izračunati potrebni kut. U shemi se zaokruživanje mora točno izmjeriti.
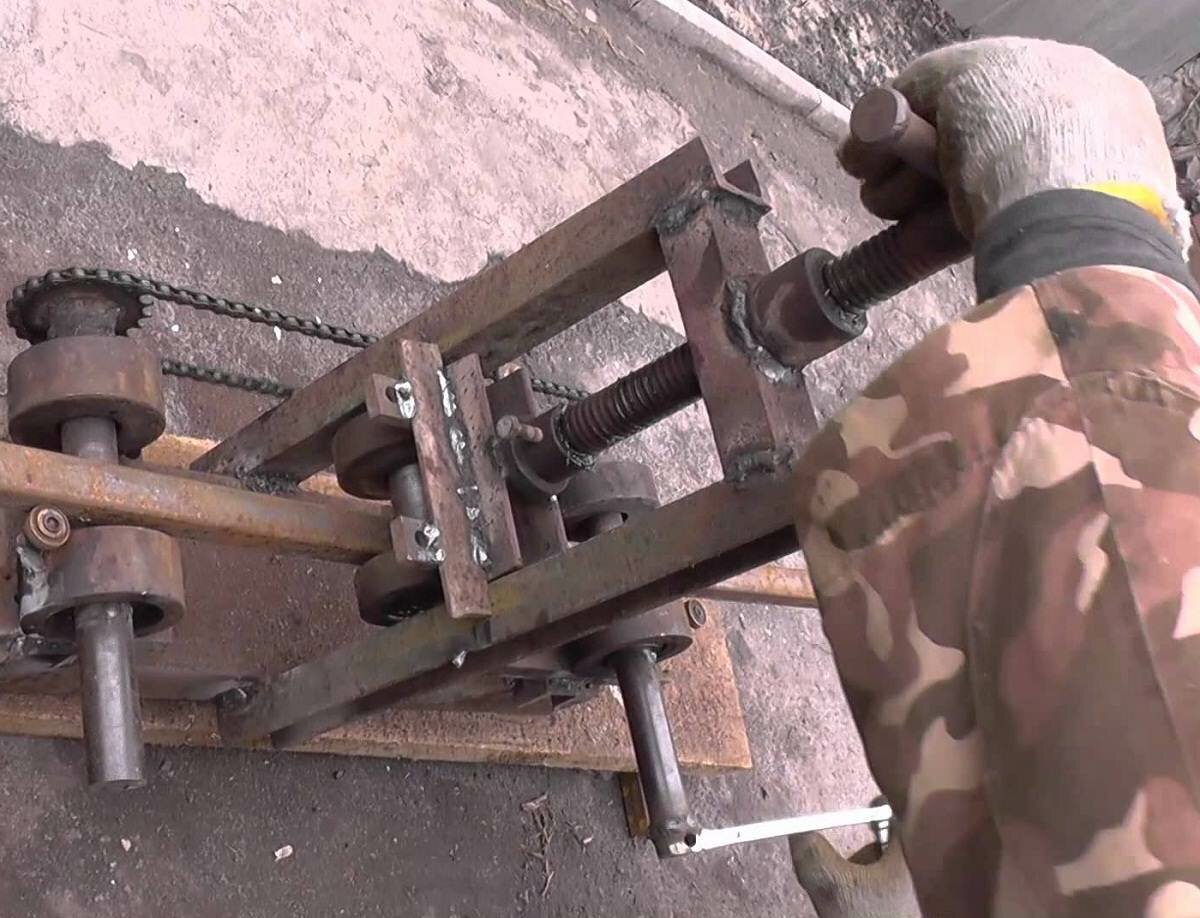
Korak po korak upute stručnjaka o tome kako savijati cijevi škripom, brusilicom i strojem za zavarivanje:
- Ako se planira saviti profesionalnu cijev u polukrug, tada se na mjestu predviđenog zavoja izrađuje nekoliko tankih rezova uz pomoć brusilice;
- Posao možete obaviti sami samo ako prvo učvrstite armaturu u steznoj škripci. Kada su rezovi napravljeni i očišćeni od strugotina, morate pažljivo početi savijati cijev;
- Nakon što se prsten zatvori, potrebno je zavariti rupe koje su nastale kao rezultat savijanja strojem za zavarivanje. Neki obrtnici koriste jednostavne lemilice ako komunikacija ima mali promjer;
- Kako bi zavoj bio uredan, morat će se dodatno brusiti i premazati zaštitnim sredstvom - to će spriječiti koroziju ili prerano uništavanje spoja.
Moguće je ravnomjerno savijati cijev pomoću opruge, koji odgovara veličini profila:
- Komunikacija je fiksirana u škripcu;
- U rupu se ubacuje opruga odgovarajućeg promjera. To će spriječiti lomljenje profilne cijevi ili uzimanje nepravilnog oblika prilikom savijanja;
- Da biste olakšali rad, morate zagrijati spoj i pažljivo ručno saviti komunikaciju do željenog promjera;
- Ovdje su od velike pomoći razni metalni proizvodi prikladni za nagib, na primjer, kutne brusilice, lukovi itd.
Slično, možete pokušati deformirati komunikaciju uz pomoć pijeska. Kako saviti cijev za nadstrešnicu bez upotrebe škripca i opruga:
- Potrebno je zaustaviti jedan kraj cijevi zatvaranjem drvenim klinom ili bilo kojim drugim čepom;
- Zatvoreni kraj cijevi učvršćuje se u zemlju ili u škripac (ako je moguće). Također možete koristiti bilo koji drugi uređaj koji vam omogućuje uspostavljanje komunikacije;
- Nakon toga, morate sipati pijesak u otvoreni kraj i zagrijati puhalicu;
- Uz grijanu svjetiljku, morate je držati na mjestu budućeg zavoja, a zatim lagano savijati cijev u željeni oblik. Potrebno je raditi prilično brzo, jer će metal, nakon što se ohladi, biti neprikladan za obradu.
Video tutorial o tome kako savijati cijev od 20 mm bez savijača cijevi pomoću pijeska
Nakon savijanja, potrebno je ostaviti cijev neko vrijeme u fiksnom položaju - to će pomoći materijalu da popravi svoj novi oblik. Ako se radovi izvode zimi, tada ih obrtnici izlažu čak i na hladnoći.
Luk (nadstrešnica) bez savijača cijevi
Kao što znate, za nadstrešnicu, na primjer, u obliku luka, potrebna je zakrivljena profilna cijev. Važno je paziti da su lukovi jednako zakrivljeni, inače nadstrešnica neće raditi. Sada ćemo pogledati kako to učiniti bez korištenja stroja, savijača cijevi i drugih pomoćnih alata ove vrste.
Mi ćemo trebati:
- Nosač na kojem ćemo raditi, na primjer, metalni stol;
- Kao gredu, možete uzeti cijev 80 x 60 ili 50 x 50 mm duljine 3 metra. Ali ova metoda je univerzalna - stoga nije važno kakvu ćete potpornu gredu dobiti;
- Profilna cijev 20 x 20 ili 20 x 40 mm, koju ćemo saviti.
Postupak (upute korak po korak):

Važna napomena stručnjaka:
U duljini regala krije se cijela tajna savijanja profesionalnih cijevi s lukom za vašu nadstrešnicu. Duljine dvaju nosača formiraju se od duljine srednjeg nosača (imamo 250 mm - možete uzeti drugu duljinu, ali ne više od 250 mm - inače se cijev može slomiti kada se savija). Koeficijenti 0,8888 i 0,5556 vrijede za bilo koju duljinu oslonca i središnjeg stupa.
Video upute kako savijati profesionalne cijevi za nadstrešnicu (luk) bez savijača cijevi
Pogledajmo sada kako savijati cijev sa savijačem cijevi
Postoje dvije vrste cijevi:
- Profil;
- Okrugli presjek.
Ovisno o potrebama, trebate odabrati određenu opciju, ali treba imati na umu da je puno lakše raditi s okruglim ojačanjem nego s kvadratnim. Činjenica je da se pri savijanju kutovi mogu saviti ili izravnati, štoviše, postoji velika vjerojatnost pukotina.
 Fotografija - staklenik od profilnih cijevi
Fotografija - staklenik od profilnih cijevi Da biste savijali profilnu cijev kod kuće, morate raditi s posebnim uređajem - ili savijačem profila. Njihova značajka je mogućnost instaliranja komunikacije u uređaj i fiksiranja u određenom položaju. Zbog pritiska, koji se jednako primjenjuje na vanjske i unutarnje kutove, formira se ravnomjeran zavoj bez oštrih padova i pukotina.
 Fotografija - mehanički savijač profila
Fotografija - mehanički savijač profila postojati dvije vrste opreme za oblikovanje valjaka:
- priručnik;
- Profesionalni automatik.
Prvi su prilično jednostavan uređaj, koji se sastoji od radne površine (stola) i niza valjaka. Zbog pomicanja valjaka, cijev se pomiče duž radnog stola i mijenja svoj kut, bez izobličenja željenog polukruga.
Profesionalni uređaji su prikladniji za korištenje, ali njihov trošak često prelazi 20.000 rubalja. Koriste se za složene radove, najčešće potrebne za izradu složenih ukrasnih metalnih elemenata. Prednosti modela uključuju idealan radijus, koji će biti točan doslovno do desetine. Naravno, kada koristite stroj, prikladnije je raditi, ali kod kuće praktički nije potrebno, jer je dizajniran za obradu velikog broja cijevi po smjeni.
 Fotografija - ručni savijač cijevi
Fotografija - ručni savijač cijevi Cjevasti okvir izrađen od valjanih cijevi s kvadratnim, pravokutnim ili okruglim presjekom privlači mnoge vrtlare svojom snagom i dugim vijekom trajanja. Zbog visoke čvrstoće ovog materijala, okvir za staklenik može biti tanji, što omogućuje da više svjetlosti prođe u staklenik.
Savjeti: kako pravilno saviti profil za staklenik vlastitim rukama
Savijanje cijevi bilo kojeg profila izvodi se na dva glavna načina - to je pritisak na određene dijelove cijevi i pritisak, u kombinaciji s grijanjem, na dio koji se savija.
Tijekom rada s cijevi dijelovi se možda neće nalaziti u istoj ravnini, a cijev može puknuti zbog jakog zavoja.
Bez poznavanja tehnoloških pravila za savijanje cijevi, neće uspjeti dobiti visokokvalitetan okvir za staklenik. Da bi se profil pravilno savijao, potrebno je uzeti u obzir njegove dimenzije, poprečni presjek i debljinu profila, elastičnost čelične legure i druge parametre.
Naime:
- Široke cijevi, s debljinom stijenke od 2 mm ili manje, ne preporuča se uopće savijati, jer u tom slučaju cijev može puknuti. Cijevi izrađene od ugljičnih čelika ili niskolegiranih legura mogu se vratiti unatrag, odnosno nakon savijanja djelomično će težiti povratku u prethodno stanje. Prilikom postavljanja okvira staklenika, takve cijevi će biti potrebno podesiti na licu mjesta, opet se savijati u pravom smjeru.
- Potrebno je proučiti tehničke karakteristike cijevi, a posebno visinu profila, debljinu i duljinu cijevi, te je ovisno o tome moguće izračunati minimalni i maksimalni radijus savijanja cijevi bez oštećenja. Ako vam je teško izračunati, možete koristiti online kalkulatore, samo unesite sve parametre cijevi, a kalkulator će vam pokazati do kojeg se maksimalnog radijusa cijev može saviti.
Cijev možete najuspješnije sami savijati ako koristite stroj za savijanje profila, kako industrijski tako i amaterski. Ako to nije moguće, možete upotrijebiti škripac, stegnuti jedan kraj cijevi, a na drugi staviti cijev većeg promjera. Snažnim glatkim pokretima, cijev se savija do željenog radijusa.
Izrađujemo zakrivljeni profil za staklenik vlastitim rukama željenog oblika
Za izgradnju staklenika koristi se druga vrsta profila, može biti aluminij ili metal, izrađen od pocinčanog čelika.
U središnjoj Rusiji upotreba metalnog profila je relevantnija, jer je izdržljiviji od aluminija.

Također se koriste materijali izrađeni od cijevi različitih presjeka i profila (ovalni, okrugli, pravokutni).
Ovisno o potrebama staklenika, oblik profila i njegov zavoj mogu se malo razlikovati:
- Prilikom odabira pocinčanog savijenog profila za staklenik, trebali biste pročitati certifikat ili dokument. Trebate kupiti samo profil s debljinom premaza cinka najmanje klase 1, a još bolje ako je klasa premaza "P". Takav premaz će biti pouzdano zaštićen dugi niz godina od nepovoljnih čimbenika okoliša.
- Zakrivljeni pocinčani profil također može izdržati značajna opterećenja, do 90 kg / m2. Staklenik od takvog profila može se izraditi ručno, a profil se može spojiti jedan s drugim pomoću vijaka ili zavarivanja. Sve izbušene rupe, kao i zavare, moraju se pažljivo obraditi hladnim cinkom.
42. profil smatra se najprikladnijim za staklenik, ali za pouzdanost uzimaju 50. profil, ali s njim je teže raditi. Ako staklenik uključuje polikarbonatni premaz, tada se u ovom slučaju dimenzije staklenika radi praktičnosti rada trebaju prilagoditi dimenzijama polikarbonatnih listova. Ako nije bilo moguće pronaći pocinčani savijeni profil, tada se može zamijeniti zakrivljenim cijevima, koje su međusobno povezane zavarivanjem ili pomoću spojnih traka.
Upute za savijanje i primjer: kako savijati profil za staklenik
Najbolje je savijati profil, pogotovo ako je izrađen od cijevi pomoću posebnih strojeva, ali kod kuće ih nije uvijek moguće koristiti.

Profil možete saviti malo drugačije:
- Kako cijev ne bi pukla pri savijanju, napuni se pijeskom, na krajevima se začepe rupe kako se ne bi izlila, a na nekoliko mjesta cijevi izbušene su male rupe kako bi se zagrijani preostali zrak pustio unutra cijev. Nakon toga, dio cijevi koji se treba savijati prolazi kroz domaći savijač cijevi, a to su cijevi zakopane u zemlju i napunjene betonom. Cijev na zavoju je gurnuta između njih, zagrijana puhačkom lampom i savijena do željenog radijusa.
- Drugi način savijanja profila je malo kompliciraniji, ali ne zahtijeva puno truda, a čak i jedna osoba može saviti profilnu cijev. Oznake se prave na cijevi ili drugom profilu u pravilnim razmacima, nakon čega se na tim mjestima izrađuju rezovi brusilicom. Nakon toga se uz njih savija profil ili cijev, a kada je gotova, mjesta reza se zavaruju i prekrivaju, bilo hladnim cinkom, ako je profil pocinčan, ili bojom.
Nakon što je profil savijen, u prvom slučaju, pijesak se uklanja iz njega, a napravljene rupe se zavaruju točkastim zavarivanjem.
Prilikom ručnog savijanja cijevi ili profila teško je postići točan radijus. Također, ručnom metodom možete savijati samo dovoljno tanko.
Ako cijev ili profil imaju debele zidove, tada je u ovom slučaju moguće savijati cijev ili profil samo na posebnom stroju s hidrauličkim pogonom.
Načini: kako savijati profilnu cijev za staklenik
Kod kuće je sasvim moguće sami savijati cijev bez upotrebe posebnih strojeva, za to možete koristiti ručni savijač profila koji se može kupiti u specijaliziranim trgovinama. Ali, treba imati na umu da će se pri korištenju ručnog savijača profila morati uložiti značajni napori.

Postoji jednostavan način na koji možete saviti profilnu cijev:
- 5 rezova cijevi zavareno je na dugu, jaku metalnu gredu (okomito na nju), središnja bi trebala biti najviša, obično je njegova visina 250-300 mm, a preostala 4 trebala bi se ravnomjerno smanjiti u visinu. Središnju cijev nije potrebno napraviti višom, jer u tom slučaju, kada je cijev savijena od profila, može se slomiti.
- Sama greda je sigurno pričvršćena na betonsku podlogu ili na metalni stol.
- Profilna cijev je presavijena na grede zavarene na vrhu i pričvršćena na nekoliko mjesta žicom.
- U krajeve cijevi umetne se poluga iz manje cijevi i, koristeći svoju snagu i težinu kao uteg, profilna cijev se savija.
Proces savijanja cijevi u luk ovom metodom je prilično dug i naporan, ali cijev će se saviti u luk kako je potrebno osobi. Ovom metodom teško je dobiti dovoljno veliki radijus profilne cijevi.
Kako savijati profilnu cijev za staklenik (video)
Dakle, samostalno koristeći jednu od najprikladnijih metoda ili čak nekoliko, cijevima i profilu možete dati potreban radijus, te napraviti staklenik ili, na primjer, staklenik od praznina. Takve strukture, izrađene prema svim pravilima, služit će dugi niz godina.



















