je četverokutni pravokutnik, koji je figura s jednakim kutovima i stranama jedna prema drugoj. Riječ " kvadrat"dolazi od grčke riječi" kvadratus", što u prijevodu znači - " četverokutan».
U tehničkim crtežima Nije neuobičajeno vidjeti dijelove ili dijelove koji imaju kvadratni presjek. Da bi se smanjio ukupan broj dimenzijskih linija na crtežu, u ovom slučaju koristi se poseban znak " ", što znači da je ova veličina jedna od stranica kvadrata, a veličina je naznačena samo ovdje. Visina znaka odabire se prema visini dimenzijskih brojeva.

Označavanje kvadratnog presjeka proizvoda
Područja dijelova, koji imaju kvadratni presjek, često se mogu naći na elementima za pričvršćivanje pomoćnih i reznih alata. Ugradbeni vijci, koji se u ovom slučaju koriste, preuzimaju značajne mehaničke udare u intervalima određenim tehnološkim procesom.
Strojni škripac, namijenjeni za ugradnju na strojeve za rezanje metala, opremljeni su vijkom za napajanje, na čijem se jednom kraju nalazi kvadratni presjek. To je učinjeno tako da se ručka kapice, koja prema tome ima otvor kvadratnog presjeka, može slobodno skidati i stavljati, te postaje moguće mijenjati njen kutni položaj. Opterećenje primijenjeno na mehanizme škripca također je prilično značajno.
Kao što znate, značajan dio rotirajućih dijelova proizvodi se na strojevima za tokarenje. Za stezanje dijela ili obratka za naknadnu obradu koriste se posebne samocentrirajuće stezne glave. Najčešće od njih su stezne glave s tri čeljusti, ali postoje i stezne glave s četiri čeljusti u koje se, usput, mogu stegnuti kvadratni dijelovi ili praznine od odgovarajućih valjanih proizvoda. Kvadrat se također može stegnuti u dvije čeljusne stezne glave, a kao i kod četvero čeljusnih steznih glava, pomicanje čeljusti, ovisno o vrsti, može se vršiti samostalno ili pomoću posebnog mehanizma temeljenog na “ Arhimedova spirala", što vam omogućuje sinkrono pomicanje steznih elemenata. Postoje čak i stezne glave sa šest čeljusti, a sve ih ujedinjuje činjenica da se za stezanje dijela koristi ključ s četvrtastom glavom.
Dizajn slavine tradicionalnog tipa uključuje kontrolni element za opskrbu vodom, poput šipke. Na jednom kraju šipke nalazi se kvadratni dio na koji je ugrađena ručka s četvrtastom rupom. Napori ovdje nisu preveliki, ali ipak uporaba šesterokuta ovdje nije prikladna (tijekom rada kutovi između rubova mogu se jednostavno srušiti).
Kvadratne rupe, za razliku od okruglih rupa, najzahtjevnije su za izradu. Obično se glodaju, crtaju, koristi se poseban firmware, ubrzavaju na stroju za utore itd. Tehnologije kao što su - lasersko rezanje ili obrada električnim pražnjenjem, omogućuju brže ili manje brzo obrađivanje šupljih elemenata ove vrste.
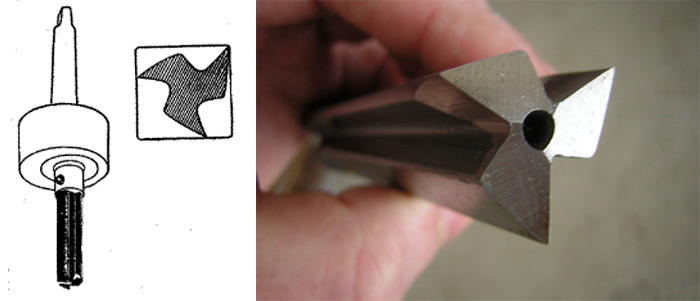
Postoji, međutim, još jedan, egzotičan način. Govorimo o bušenju pomoću posebnog alata. Ova metoda se temelji na putanji kretanja " Reuleauxov trokut“, nazvan po njemačkom izumitelju i inženjeru strojarstva Franzu Relu, koji je živio u devetnaestom i ranom dvadesetom stoljeću, koji je bio dugogodišnji predavač na berlinskoj Kraljevskoj tehnološkoj akademiji, a kasnije i njen predsjednik. Poprečni presjek svrdla sličan je tzv. Reuleauxov trokut", čije stranice nisu ravni segmenti, poput običnog, već lukovi iste veličine i radijusa. Ako tijekom procesa bušenja pomoću posebnog uređaja pomičete os ovog alata duž posebne putanje, dobit ćete četvrtastu rupu s blago zaobljenim kutovima.
Najjednostavnija figura sto-yang shi-ri-na pomoći će nam u bušenju četvrtastih rupa. Ako pomaknete središte ovog "trokuta" duž određene putanje, tada su njegovi vrhovi nacrtani gotovo kao kvadrat, a on će pomesti cijelo područje unutar blistave figure.
Rubovi najbolje figure, osim malih dijelova u kutovima, bit će strogo ravni! A ako nastavite živjeti od rezanja, tada ćete vidjeti uglove, a rezultat će biti točno kvadrat.
Da bi se gore opisao, središte trokutastog Re-loa treba pomaknuti duž putanje, jasno la-yu-shchey-glue-coy iz četiri jedan-na-jedan luka el-usnih sova. Središta el-usana nalaze se na vrhovima kvadrata, a duž osi, pod kutom od $45^\circ$ od-but-si-tel-ali stranice kvadrata jednake su $k\ cdot(1+1/\sqrt3)/2$ i $k\cdot(1-1/\sqrt3)/ 2$, gdje je $k$ duljina sto kvadratnih metara.
Zakrivljeni, zaobljeni uglovi također se pojavljuju kao du-ga-mi el-lip-sov sa središtima u uglovima kvadrata, njihova poluos je pod kutom od $45^\circ$ sa stranica kvadrata i jednaka je $ k\cdot(\sqrt3+ 1)/2$ i $k\cdot(1/\sqrt3-1)/2$.
Površina nevidljivih kutova je samo oko 2% površine cijelog kvadrata!
Sada, ako napravite bušilicu u obliku trokutastog Re-loa, tada možete izbušiti četvrtaste rupe s malim -zaokružite-mene-ugao, ali ab-tako-ljut-ali ravno-mi -sto-na-mi!
Ostalo je samo napraviti tu bušilicu... Odnosno, nije teško napraviti samu bušilicu, samo treba da stane u ovo je trokut Re-loa, a rezni rubovi sovica su s vrhovima .
Poteškoća leži u činjenici da, kao što je već gore spomenuto, tra-ek-to-ria središta svrdla mora biti -sto četiri luka el-usnih sova. Vi-zu-al-ali ova je krivulja vrlo slična krugu i čak joj je ma-te-ma-ti-che-ski blizu, ali ipak nije kružnost. I svi ex-cen-tri-ki (krug postavljen na krug drugog ra-di-u-sa s pomaknutim središtem), use-use- Oni su u tehnici, kreću se strogo u krugu.
Godine 1914. engleski inženjer Harry James Watts smislio je kako organizirati takvo bušenje. Na površinu postavlja desnu šablonu s izrezom u obliku kvadrata, u kojem se kreće svrdlo, umetnuto u nasadnik u kojem je “slobodno lebdeće svrdlo”. Patent za takav patron izdan je tvrtki koja je započela proizvodnju Watts bušilica 1916. godine.
Je-ro-la-mo CARDANO (1501. - 1576.). Kad je 1541. im-per-ra-tor Charles V tri-um-fal-no ušao u Za-vo-e-van-ny Milan, rektor koledža u Vra -čiji je Kar-da-no hodao sljedeći do bal-da-khina. Kao odgovor na čast, ponudio je opremiti kraljevsku posadu s težinom od dvije osovine, koje nisu bile you-ve-det ka-re-tu od go-ri-zon-tal-no-go po-lo-zhe -nija […]. Pravda zahtijeva da se primijeti da ideja o takvom sustavu seže u antiku i da u najmanju ruku u “kodeksu At-lan-ti-che-sky” Leo-nar-do da Vin-chi ima ri- su-nok su-do-vo-go com-pa-sa s kar -dano pod težinom. Takav com-pa-sys u prvoj polovici 16. stoljeća, očito, bez utjecaja -I-niya Kar-da-no.
S. G. Gin-di-kin. Razgovarajte o fizici i ma-te-ma-ti-kah.
Koristimo drugu poznatu strukturu. Svrdlo čvrsto pričvrstimo na trokutasti re-lo, postavljajući ga u kvadrat na desnom okviru. Sam-ma ram-ka fi-si-ru-et-sya na bušilici. Sada još samo preostaje rotacija svrdla na trokut Re-lo.
U pravilu se ne pojavljuju problemi s stvaranjem okruglih rupa u metalu. Danas možete pronaći ogroman broj bušilica u prodaji, neke se mogu koristiti za oblikovanje kvadrata ili pravokutnika. Za rješavanje ovog problema također se koriste posebni uređaji.
Bušilica ili rezač
Četverokutne rupe često se dobivaju korištenjem glodala. Ova vrsta alata postala je vrlo raširena, ali u nekim je slučajevima lakše napraviti četvrtaste rupe u metalu pomoću bušilica. Uzmimo sljedeće točke kao primjer:
- Rad se rijetko izvodi, pa morate smanjiti troškove kupnjom posebnih alata. Glodala su puno skuplja.
- Mali prostor za obradu. Geometrijski oblik uobičajenih rezača određuje ograničenja njihove minimalne veličine.
- Morate dobiti prolaznu rupu u metalu velike debljine.

Osim toga, u strojeve se ugrađuju rezači koji su skupi, ali konvencionalna oprema nije prikladna za bušenje. To je zbog činjenice da se bušilica mora kretati duž određene staze.
Dizajn i princip rada
Wattsova četvrtasta bušilica temelji se na obliku Reuleaux trokuta. Među značajkama su:
- Radni dio bušilice formira se formiranjem područja sjecišta tri jednaka kruga posebnog oblika.
- Ako postavite nekoliko paralelnih referentnih linija u blizini trokuta radnog dijela bušilice, tada će udaljenost između njih biti ista.
- Tijekom rada, os bušilice mora se kretati duž određene putanje, što rezultira kvadratom ili pravokutnikom.

Vrijedno je uzeti u obzir da dobiveni pravokutnik ili kvadrat ima blago zaobljene kutove. Uređaji za bušenje Watts kvadratnih rupa ne bi trebali ograničavati kretanje stezne glave s bušilicom, inače neće biti moguće dobiti predmetni oblik. Načela rada i dizajn preporučene opreme omogućuju vam da je sami izradite koristeći otpadni materijal.
Alternativne metode za izradu četvrtastih rupa
Proizvodnja lukova polumjera dovodi do značajnog smanjenja kvalitete dobivenog proizvoda. Zbog toga se često razmatra mogućnost korištenja drugih metoda za dobivanje kvadratne rupe:
- Laserski sustavi danas se široko koriste. Mogu se koristiti za obradu duž zadane putanje; kada je zraka fokusirana, metal se zagrijava, zbog čega se formira potrebna površina.
- Metoda žigosanja koristi se dugo vremena. Uključuje upotrebu posebne opreme koja može vršiti veliki pritisak na lim i druge izratke. Nedostatak ove metode je visoka cijena opreme, kao i mogućnost dobivanja samo plitkih udubljenja.
- Kod korištenja plinskog zavarivanja također je moguće oblikovati pravokutni oblik. Međutim, ovu tehnologiju karakterizira niska praktičnost u primjeni, a dobiveni proizvodi su niske kvalitete.
U prodaji postoje posebni setovi bušača koji se također mogu koristiti u ovom slučaju. Komplet je predstavljen kombinacijom sljedećih elemenata:
- Čahura za vođenje udarca.
- Poseban držač.
- Zaustavljanje u obliku prstena.
- Matrica.

Za veliko opterećenje radnog alata koristi se hidraulička dizalica. Ovu tehnologiju karakterizira činjenica da dobivena figura ima čiste i ujednačene rubove, odnosno nije potrebna dodatna mehanička obrada za poboljšanje kvalitete površina.
Gotovo svi znaju kako izbušiti okruglu rupu, ali ne znaju svi za bušilicu za četvrtaste rupe. U međuvremenu, možete izbušiti rupu kvadratnog oblika kako u proizvodima od mekog drva, tako iu dijelovima od tvrđeg metala. Za rješavanje ovog problema koriste se posebni alati i uređaji, čije se načelo rada temelji na svojstvima najjednostavnijih geometrijskih oblika.
Principi rada i dizajn
Za bušenje četvrtaste rupe obično se koristi Wattsova bušilica čiji se dizajn temelji na geometrijskom liku kao što je Reuleauxov trokut. Jedna od najvažnijih značajki takve figure, koja predstavlja područje sjecišta tri jednaka kruga, je sljedeće: ako se na takav trokut povuče par paralelnih referentnih linija, tada će udaljenost između njih uvijek biti konstantno. Dakle, pomaknete li središte Reuleauxovog trokuta duž putanje koju opisuju četiri elipsoidna luka, njegovi će vrhovi iscrtati gotovo savršen kvadrat, sa samo blago zaobljenim vrhovima.

Jedinstvena svojstva Reuleauxovog trokuta omogućila su izradu bušilica za kvadratne rupe. Osobitost korištenja takvog alata je da os njegove rotacije ne bi trebala ostati na mjestu, već se kretati duž gore opisane putanje. Naravno, ovo kretanje ne bi trebalo ometati uložak opreme. Kada se koristi takva bušilica i odgovarajuća oprema, dobiva se kvadratna rupa sa savršeno ravnim i paralelnim stranicama, ali s blago zaobljenim kutovima. Područje takvih uglova koji nisu obrađeni alatima je samo 2% površine cijelog kvadrata.
Izrada naprave za bušenje četvrtastih rupa
Koristeći Watts bušilice, koje rade na principu Reuleauxovog trokuta, možete izbušiti kvadratne rupe u metalnim obradcima čak i na običnom stroju koji nije opremljen posebnim priključcima. Da biste napravili kvadratnu rupu u drvenom dijelu, možete koristiti običnu bušilicu, ali za to mora biti opremljena dodatnim uređajima.
Možete napraviti jednostavan uređaj koji vam omogućuje bušenje kvadratnih rupa u drvenim prazninama koristeći sljedeće preporuke.
- Za početak, pomoću lista šperploče ili drvene ploče male debljine, morate napraviti sam Reuleauxov trokut, čiji geometrijski parametri moraju odgovarati promjeru korištene Watts bušilice.
- Svrdlo mora biti čvrsto pričvršćeno na površinu proizvedenog trokuta.
- Da bi se Reuleauxov trokut i bušilica pričvršćena na njega kretali duž potrebne putanje, potrebno je napraviti drveni okvir za vođenje. U unutrašnjosti okvira izrežite kvadrat s geometrijskim parametrima koji u potpunosti odgovaraju dimenzijama rupe koju ćete bušiti.
- Okvir je fiksiran na bušilicu pomoću posebne trake, a središte Reuleaux trokuta postavljenog u okvir vodilice mora se podudarati s osi rotacije stezne glave električnog alata.
- Kako bi se bušilici prenio okretni moment za izradu četvrtaste rupe, ali istovremeno ne stvaraju ograničenja gibanja alata u poprečnom smjeru, drška je spojena na steznu glavu bušilice preko prijenosnog mehanizma koji radi na principu pogonskog vratila kamiona.
- Drveni obradak u kojem je potrebno izbušiti četvrtastu rupu mora biti sigurno fiksiran i postavljen tako da se središte buduće rupe strogo podudara s osi rotacije bušilice koja se koristi za obradu.



Nakon što ste sastavili tako jednostavan uređaj i sigurno učvrstili sve elemente njegovog dizajna i radni komad koji se obrađuje, možete uključiti električnu bušilicu i započeti proces bušenja.
Kao što je gore spomenuto, četvrtasta rupa izbušena pomoću takvog uređaja imat će apsolutno ravne i paralelne strane, ali će njezini kutni dijelovi biti blago zaobljeni. Rješavanje problema sa zaobljenim uglovima nije teško: možete ih poboljšati običnom turpijom za igle.
Treba imati na umu da se gore opisani uređaj, koji nije jako krut, koristi za bušenje kvadratnih rupa u drvenim komadima male debljine.

Watts bušilica i četvrtasta rupa napravljena njome u metalnom izratku
U nekim slučajevima potrebno je dobiti rupe kvadratnog oblika. Konvencionalne metode su neučinkovite i glomazne. Najprimitivniji od njih svodi se na prethodno bušenje rupe promjera jednakog krugu upisanom u kvadrat i postupno izbijanje. Trebat će vam alat koji može raditi bez okretanja glave alata, kao i poseban adapter. Lakše je koristiti takozvanu "kvadratnu" bušilicu (Watts bušilicu), točnije, rezač.
Malo povijesti s geometrijom
Još u 15. stoljeću legendarni Leonardo da Vinci, proučavajući svojstva geometrijskih likova, skrenuo je pozornost na tzv. geometrijske objekte jednake debljine. Postoji beskonačan broj takvih likova, ali najjednostavniji - osim kruga - je zaobljeni trokut, koji se može oblikovati na sljedeći način. Nacrtan je jednakostranični trokut čiji je svaki kut povezan kružnicom povučenom iz središta suprotne stranice. Osobitost takvog trokuta bit će da će sve njegove strane imati konstantnu širinu, koja je jednaka duljini stranice izvornog jednakostraničnog trokuta.
Praktičnu korist iz te je činjenice izvukao L. Euler, koji je tri stoljeća kasnije demonstrirao rotaciju tako zaobljenog trokuta: najprije oko vlastite osi, a zatim s nešto ekscentričnosti, budući da je kardanski mehanizam već bio poznat tadašnjoj znanosti i tehnici.
Njemački inženjer F. Relo otišao je još dalje u praktičnoj uporabi ove figure, koji je skrenuo pozornost na činjenicu da je putanja uglova pokretnog trokuta s određenim metodama njegove rotacije vrlo bliska kvadratu. Samo izravno na uglovima kvadrata vanjska površina opisuje luk, ali malog radijusa. U modernoj tehničkoj literaturi takav se trokut naziva Reuleauxov trokut, iako ovaj lik zapravo više nema kutova.

Proći će još nekoliko desetljeća, a Englez G. Watts će smisliti uređaj koji može osigurati zajamčenu pravokutnu putanju alata za rezanje metala. Tehničko rješenje Wattsove bušilice patentirano je 1916. godine, a godinu dana kasnije započela je masovna proizvodnja takvih alata.
Svrdlo ili rezač?
Većina tehničke zajednice vjeruje da je to još uvijek glodalo. Međutim, proizvođači tvrdoglavo nastavljaju nazivati ovaj alat bušilicom za kvadratne rupe, Wattsovom bušilicom ili bušilicom čiji profil odgovara Reuleauxovom trokutu.
Što je ispravnije? Ako pogledamo kinematiku kretanja takvog alata za rezanje (radi jasnoće, možete koristiti dijagram prikazan na slici 1), vidjet ćete da će se uklanjanje metala vršiti samo bočnom površinom, a neće biti jedna ravnina za rezanje, poput konvencionalne bušilice, ali četiri, što je tipičnije za rezače.
Međutim, jedan rotirajući pokret neće biti dovoljan da se dobije četvrtasta rupa. Jednostavni matematički izračuni (nisu navedeni u ovom članku) pokazuju: kako bi "svrdlo" za četvrtastu rupu obavljalo svoju funkciju, tijekom rada mora opisivati ne samo osnovno rotacijsko kretanje oštrice, već i pokret ljuljanja bušilica/rezač oko određene osi. Oba pokreta moraju biti napravljena u međusobno suprotnim smjerovima.
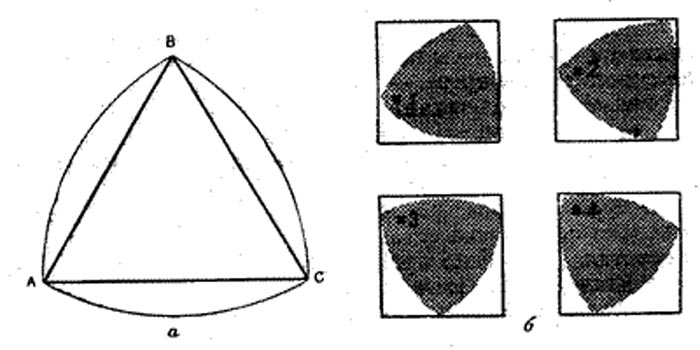
Slika 1 – Reuleauxov trokut: a) – konstrukcija; b) redoslijed rotacije kako bi se dobila rupa kvadratnog oblika.
Kutna brzina obje rotacije određuje se prilično jednostavno. Ako za parametar f uzmemo frekvenciju vrtnje osovine bušilice (ili bušaćeg čekića), tada je za oscilatorne vrtnje vretena oko vlastite osi dovoljna brzina od 0,625f. U ovom slučaju, os vretena je, takoreći, stegnuta između radne osovine i pogonskog kotača, uzrokujući da svrdlo/rezač oscilira u steznoj napravi s preostalom brzinom
(1 – 0,625)f = 0,375f.
Rezultirajuća brzina rotacije glodala može se točnije odrediti pomoću tehničkih karakteristika bušilice/čekića, ali je jasno da će ona biti puno manja od one za koju je alat izvorno dizajniran. Stoga će se dobivanje kvadratne rupe dogoditi s manjom produktivnošću.
Dizajn i princip rada
Nemoguće je izravno koristiti rezač/bušilicu za kvadratne rupe s profilom Reuleaux trokuta - potrebni su utori za uklanjanje nastalih strugotina.
Prema tome (vidi sliku 2) profil radnog dijela alata je gore opisana slika, iz koje su izrezane tri poluelipse. U ovom slučaju se ostvaruju tri cilja: smanjuju se moment tromosti svrdla i opterećenje vretena, a povećava se rezna sposobnost glodala.

Slika 2 – Stvarni profil radnog dijela alata
Dizajn alata je sljedeći. Zapravo, radni dio uključuje radnu površinu koja se koristi za uklanjanje metala i utore koji uklanjaju strugotinu. Svrdlo za kvadratne rupe izrađeno je od čelika U8 i kaljeno na tvrdoću HRC 52...56. U posebno teškim uvjetima rada koriste se proizvodi od legiranog čelika X12 s tvrdoćom od HRC 56 ... 60. Uz normalnu opskrbu rashladnim sredstvom i zbog relativno niskih temperatura u zoni obrade, vijek trajanja alata je visok.
Vreteno adaptera ima složeniji dizajn. Uključuje:
- Okvir.
- Prstenasti zupčanik.
- Sjedalo za glavno vreteno (ako je alat ugrađen u glavu alata stroja za rezanje metala, tada adapter ima oblik Morseovog stošca).
- Pogonski zupčanik.
- Glavno vreteno.
- Zahvat zupčanika s prstenastim zupčanikom.
- Oscilirajuća čahura.

Za kućanske uređaje proizvođači glodala/svrdlica za četvrtaste rupe nude nadzemne okvire koji su spojeni kardanskim pogonom na steznu glavu i daju ekscentrične pokrete alatu za rezanje. Debljina ovog okvira određuje dubinu rezultirajuće rupe.
Za spajanje uređaja na steznu glavu stroja također je potreban poseban adapter. Sastoji se od:
- Slučajevi.
- Plutajuća drška.
- Prsten za ljuljanje.
- Zamjenjive čahure za patrone raznih strojeva za obradu metala.
- Montažni vijci.
- Lopte za podršku.
Za praktičnu upotrebu dotičnog alata dovoljno je dati vretenu glavne opreme pomak u željenom smjeru. Glodalice i tokarilice prikladne su za izradu kvadratnih rupa pomoću takve opreme.
Alternativne metode za izradu četvrtastih rupa
Nedostatak Watts bušilica je prisutnost lukova radijusa u uglovima kvadrata, što nije uvijek prihvatljivo. Osim toga, četvrtasta svrdla napravljena pomoću Reuleauxovog trokuta ne mogu obraditi debele izratke. U takvim slučajevima možete koristiti elektroerozijske/laserske tehnologije, a također, što je lakše, koristiti zavarivanje ili žigosanje.
Kompleti probijača za kvadratne rupe proizvode se u asortimanu poprečnih veličina do 70×70 mm u metalu debljine do 12...16 mm. Komplet uključuje:
- Držač bušilice za bušilicu.
- Čahura za vođenje.
- Zaustavljanje u obliku prstena.
- Matrica.
Hidraulička dizalica može se koristiti za djelovanje sile na bušilicu. Probušena rupa odlikuje se čistoćom dobivenih rubova, kao i odsutnošću neravnina. Sličan alat proizvodi, posebno, zaštitni znak Veritas (Kanada).
Ako u kućanstvu imate inverter za zavarivanje, možete probušiti četvrtastu rupu u čeličnom dijelu. U tu svrhu, u izratku se prethodno izbuši okrugla rupa (s rezervom), zatim se u nju umetne kvadrat grafitnih razreda EEG ili MPG potrebne veličine, nakon čega se opeče duž konture. Grafit se uklanja, a u proizvodu ostaje kvadratna rupa. Po potrebi se može očistiti i brusiti.



















