Bending of a profile pipe can be done independently, without the use of expensive and bulky machines. Subject to all the rules, the work will turn out to be of no less quality. Consider several options that allow you to bend pipes with your own hands.
Bending a pipe with a grinder
To perform this procedure, you will need a grinder (angle grinder) and a welding machine. Let's move on to the process:
- Before bending, it is recommended to fix the pipe (for example, in a vice). This will keep it in the same plane. If there is a weld on the pipe, it is necessary to place it on the outside of the bend so that the metal does not open.
- Calculate the bend radius and mark the bend. Take the grinder and make transverse cuts along the length of the mark (on 3 sides). After that, you can easily bend the product.
- The resulting cracks must be welded and cleaned. Try to work slowly and carefully - this will allow you to achieve good quality and not ruin the pipe.
Pipe bending with a spring and a blowtorch
You will need steel wire with a diameter of 2 mm. Make a spring out of it so that it can go inside the pipe, but not hang out. You can also purchase a ready-made spring for bending pipes. Insert it into the pipe, mark the bend and heat it with a blowtorch. After that, you can easily bend the pipe using a round blank. If the result does not suit you, you can redo the work, but it is preferable to immediately carefully perform all the steps.


Pipe bending with sand and a gas burner
This method will allow you to give the pipe a suitable bend without the risk of cracking and flattening. You will need quartz or refined sand, gas welding (torch), two wooden plugs and a drill. Let's consider the process in order:
- Instead of quartz sand, you can use regular sand. But it needs to be cleaned first. Sift the sand and dry it well by heating it on a fire or burner. The sand should be heated until it stops smoking. When everything is ready, pour the chilled sand into a clean container.
- Insert a wooden plug into one end of the profile pipe (to a depth of no more than 10-20 cm). Fill the pipe completely with quartz (or purified) sand and plug the other end with a cork. This filling will avoid destruction during the bending process. If there is no sand, the material will simply deteriorate.
- Make a small hole in one of the plugs. During heating, air will come out of it.
- Mark the place to be bent and heat it up with a torch. Then give the pipe the desired shape. Try not to overheat the metal - this can lead to the formation of scale and loss of quality of the material.
- When the pipe takes the desired shape, remove the wooden plugs and pour out the sand. It is recommended to heat the ends of the profile pipe - so the plugs can be pulled out faster.
Additional bending methods
There are methods designed for pipes made of specific materials that you can also use:
- To bend a copper pipe (as well as brass and duralumin), you will need water and a negative temperature. Plug one end of the pipe with a cork, then fill the pipe with water and close the other end. Expose the product to frost and leave it there until ice forms. After that, the product can easily take the desired shape. Melted paraffin, rosin or lead can also be used as a filling.
- Salt can be used to bend a metal-plastic pipe. It must first be heated in a pan (until the salt crystals begin to explode) and poured into the pipe. When the hot raw material is inside, the pipe will bend without much effort.


The variety of ways to bend profile pipes allows you to perform this procedure at home, without the help of specialists and expensive equipment. Try to follow the algorithm for creating bends and act slowly. In this case, the chances of creating a quality product are greatly increased.
Most owners of cottages, cottages and private houses have to deal with the solution of the question of how to bend a profile pipe at home without a pipe bender. The desire to presentably and originally equip the local area leads to the need to create arched structures. These are awnings, gazebos, canopies and greenhouses for cellular polycarbonate. Buying prefabricated products comes with costs that can be avoided by bending the steel in-house. To do this, enough tools and materials available in each workshop.
Rolled metal with a rectangular cross section is easy to use, blanks can be joined at different angles. Difficulties arise when there is a need to give the design details a curvilinear shape. This is due to the fact that a tensile force acts on the outer wall of the product, and the inner side is subjected to compression.
Attempts to bend a profile pipe without a pipe bender are associated with such problems:
- The appearance of cracks in the material. If the wall thickness is small, then metal rupture is possible.
- Crease of the sides. A similar effect occurs when excessive pressure is applied while passing workpieces through bending fixtures.
- The appearance of internal folds. The greater the height of the product profile and the smaller the dressing radius, the greater the likelihood of such a defect.
- Section break. Occurs when a sharp force is applied to the workpiece.
- Changing the section configuration. If the technology is violated, there is a displacement of the planes, the longitudinal axis, the curvature of the part in the form of a spiral.
- Reducing the strength of the metal. Such a flaw is a consequence of overheating and a violation of the crystalline structure of iron because of this.
It is not difficult to avoid such complications. It is enough to approach the matter competently and thoughtfully.
Profile pipe bending methods
The owners of cottages often have to think about how to bend a profile pipe for a greenhouse quickly without spending money on professional equipment. Even with financial resources, it is not always possible to immediately find arcs of the desired shape and size.
You can use one of the suggested methods:
- Cold bending of pipes. It is used when working with profiles of small section 10x10 mm and 10x20 mm, with a wall thickness of not more than 1.5 mm. In such cases, the deformation is carried out by the muscular strength of the master, and he himself can control the state of the metal. It is necessary to constantly measure the position of the section horizontally and vertically. The correctness of the work is checked by the template.
- preheating. A flame source is used in which the workpiece is heated until it reaches a red color. After that, it is bent to the desired configuration. The bent workpiece must be kept energized until it cools completely. For heating, a gas boiler, stove, blowtorch or country barbecue with a high content of charcoal is used.
- With internal filling. Sand, machine oil or water is used as a filler. It is necessary to ensure that the cavity is filled as tightly as possible. The best effect is achieved by freezing water. The ice prevents the pipe from collapsing under pressure. Tightness is achieved by welding holes or hammering wooden plugs into them.
- Sector cutting. To do this, you need a grinder with a cutting disc. Triangular cuts are made in the profile with the removal of sawn fragments. Then the pipe is bent, and the edges of the cuts are welded with thin electrodes. This method is long but reliable. Its use eliminates distortion and deformation.
With time and creativity, non-standard approaches can be applied.
Alternative ways of bending
In order for bending profile pipes along the radius to bring the desired results, it is necessary to take into account factors such as:
- plasticity of the facing material (tin, plastic, monolithic and cellular polycarbonate);
- sectional shape and wall thickness - square products withstand deformation better;
- elasticity of the metal - when cold forming, the blanks must be deformed by 10-15% more than the required radius.
There are the following alternative ways to bend rectangular pipes:
- Forging. Bending is done by methodically striking the workpiece with a heavy hammer. An anvil is pre-made, the top of which has a rounded shape. The workpiece is rigidly fastened with clamps to the base of the anvil. After that, blows are applied to the profile. Care should be taken as excessive force may cause the product to flatten. It is more convenient to work with segments no longer than 1 m long.
- According to the pattern. The basis for placing the part can be a concrete, asphalt or tiled platform. An arc contour is applied on it, after which reinforcing pins or thin steel pipes are driven into the ground. The part is fixed on the first pin. As it bends, welding with pins is carried out. When the elastic force weakens, the arch is cut off from the pins by the grinder.
- Rental under pressure. To create pressure, a vehicle with lateral removal of wheels and without wings is used. The rail is placed in a pre-prepared groove made of steel or concrete. After that, the wheel is systematically rolled along the profile. Axial compliance is controlled manually or by metal guides.
To reduce the likelihood of deformation of the walls of the product, a thin and long steel spring can be inserted into it. When heating is used, hot steel should not be cooled with water. From this, it can become covered with cracks or burst. Better to use processing. When using muscular strength, it is recommended to put a long and strong lever on the free end of the link. In this way, you will be able to achieve the desired goal with less effort.
Required accessories
To bend a profile pipe with your own hands, you must have the following devices and equipment:
- roulette;
- level;
- Bulgarian;
- welding machine;
- protractor;
- sledgehammer;
- heavy hammer;
- blowtorch;
- core;
- marker or chalk.
To achieve an accurate result, it is recommended to use a special tool. The conductor is a device for accurate calculation and cutting of joined parts. The mechanism is used for marking at the ends of arches, stops, jibs and crossbars. Thanks to the use of a conductor, the welding seam is smooth and neat.
The question often arises, how to bend a profile pipe without a pipe bender? It is known that the implementation of various construction or repair work on a suburban area involves the widespread use of profiled pipes.
Using this type of rental has a number of advantages:
- It has great strength with relatively low weight.
- A profile pipe can be used for the installation of any structures from a greenhouse to various sheds, arbors or verandas.
- The possibility of processing by welding or various types of hand tools allows you to do most of the work yourself.
- A structure assembled from a square profile will look much more attractive than its counterpart from a traditional round pipe.
If there is a desire to make an arched structure to decorate a gazebo or install a greenhouse, you will have to bend manually or resort to the help of specialists.
Key Features of Bending Technology

It is necessary to clearly understand the processes that occur in the metal during its controlled deformation. The main goal in this case is to obtain a uniformly curved shape without violating the integrity of the rolled profile. For the correct bending of a pipe of any cross-sectional shape, two methods are used:
- bending under the influence of external force;
- combination of pressure and local heating in the bend section.
In both cases, the following processes occur simultaneously - the material of the outer layer of the arc will be stretched, and the inner layer will be compressed. As a result of bending, a significant excess of the load can lead to cracks and destruction of the outer wall of the pipe. The inner surface may lose its smoothness, and clearly visible metal folds are formed. Violation of process technology can also cause warping of the pipe walls or disturb their alignment. Such a phenomenon will have an extremely negative impact on the aesthetics of the resulting arch and will cause its forced culling.
Other parameters must also be taken into account. Of great importance will be the radius of the desired curvature, the wall thickness of the workpiece, its material and cross-sectional dimensions.
The industry produces profile pipes that have a square, rectangular, oval, flat-oval or round section. The use of square and rectangular products when performing construction work has its advantages. Such pipes are much more convenient when performing installation work. They simplify the marking, docking and fitting of structural elements to each other. It is much easier to attach various coatings to a flat surface of such a profile or combine them with other materials.

Ways of cold pipe bending: a - with running; b - winding; in - drawing; g - rolling; d - on two supports; e- stretching; g-with internal hydrostatic pressure; and - through a die having a curvilinear axis; to - by copiers.
Particular attention must be paid to the height of the section. This indicator determines the plastic parameters of a particular grade of rolled material. Based on its value, the maximum possible bending is calculated. Let's denote the height as h. Then, with a value of up to 20 mm, it is possible to bend the pipe without destruction in a section of 2.5 × h or more. In cases where h>20 mm, the formula is: 3.5×h or more. Violation of this rule will lead to the formation of cracks or general warping of the metal.
The wall thickness of the profile must be taken into account. If it does not exceed 2 mm, it is not advisable to bend the material. In such cases, it is necessary to use welding. Thicker walls lend themselves to bending, but increasing the thickness makes it much more difficult.
The material of the rolled profile can also have its influence on the process. Pipes made of low-alloy and carbon steel grades have significant elasticity. Such a material, after removing the external load, tends to restore its previous shape. This will require re-processing until the required arch radius is maintained. Copper pipes do not have this drawback. Due to the high plasticity of the material, they easily change shape and retain the changed state after the load is removed.
Profile bending methods and the sequence of their implementation
The choice of bending method depends primarily on the size of the cross section and the available tools and equipment. Usually materials of small dimensions are cold-bent. Such pipes have sufficient plasticity and are amenable to controlled deformation with little external effort. For a large profile, heating is usually necessary. Temperature influence significantly increases ductility and reduces the required amount of applied pressure.
For round pipes, heat treatment is applied with a diameter of 100 mm or more. For square and rectangular products, the calculation takes into account the height of the cut. If the profile height is up to 10 mm, no heating is applied. With a height of 10 to 40 mm, the processing method is selected based on the experience and capabilities of the performer. When the size exceeds 40 mm, local heating is necessary.
The presence of a pipe bender makes it possible to manufacture arched structures without additional heat treatment. In cases where machining is not possible, test bending should be performed. The profile is clamped in a vise, a pipe of a larger diameter is put on its protruding end, which is used as a lever for the applied force. You don't need to apply heat.
Bending with local heating
The technology of such processing involves filling the pipe with sand. Its presence in the internal cavity of the product guarantees the quality of workmanship and the uniformity of the arch.

Initially, you need to prepare two wooden plugs. For tight sealing, they must have a pyramidal shape. The length of the plugs must exceed the width of the profile by 10 times. After manufacturing, the plugs are tried on to the holes of the pipe, while checking the fit. Further, on one of the plugs, longitudinal grooves are sawn on the side surfaces. Their presence is necessary to discharge superheated air from the pipe during heat treatment. The place of the future bending of the product is determined and the metal is preheated.
After that, they begin to prepare the sand. It is best to use a dry and clean material of medium grit. It is successively sifted through sieves with meshes of 2 and then 0.7 mm. This removes large impurities that can cause a bumpy surface, and dust that can sinter inside the pipe. The filler is heated to a temperature of 150ºС.
We drive a cork into the pipe that does not have longitudinal cuts, and pour the prepared sand through the funnel. When backfilling, it is necessary to tap the profile walls with a wooden mallet to ensure material compaction. After the final filling, a second plug is installed and tightly clogged.
The fully prepared pipe is placed in a vise or pipe clamp next to the template. If there is a pipe seam, it must be placed on the side surface of the arch. The area marked with chalk is heated with a blowtorch to red and bent in one smooth, unsharp movement. The resulting arch is compared with the template, after which the plugs are removed, and the filler is poured out. It must be remembered that repeated heating is highly undesirable, since it significantly reduces the strength of the material.
Bending without heating
The question of how to bend profile pipes without a pipe bender can be solved without temperature exposure. The use of filler depends on the size of the section. If its height does not exceed 10 mm, sand is not needed. For large sizes, the use of bulk material is highly desirable. As an alternative, it is possible to use a steel spring made of wire with a diameter of at least 2 mm. It is pre-positioned in the place of the future bend to give it a smooth uniform contour. The technology of the process itself completely coincides with the hot method, with the exception of heating the metal.
The use of manual pipe benders or specialized machines during the bending process of profiled metal significantly speeds up and facilitates the process.
The work of professionals guarantees high contour accuracy and quality. But if the possibility of attracting them is not available, it must be remembered that this work can be done independently, while significantly reducing your costs.
Almost every owner has a situation when it is necessary to change the bend of a metal rod to install a greenhouse or sewer wiring. Since it is quite easy to bend a profile pipe at home with your own hands, this work does not require the involvement of specialists.
The average homeowner rarely has special equipment available. Therefore, you need to know how to properly bend an aluminum or steel pipe for a greenhouse, a visor (canopy) and other needs without a pipe bender.
Photo - bending pipes without a pipe bender
It is very convenient to carry out this work with the help of a welding inverter and a household grinder. To begin with, a drawing is being developed, according to which the required angle will be drawn and calculated in the future. In the scheme, the rounding must be accurately measured.
Step-by-step instructions from an expert on how to bend pipes with a vise, grinder and welding machine:
- If it is planned to bend the professional pipe in a semicircle, then at the place of the intended bend, several thin cuts are made with the help of a grinder;
- You can do the work yourself only if you first fix the reinforcement in a clamping vise. When the cuts are made and cleared of chips, you need to carefully begin to bend the pipe;
- After the ring has closed, you need to weld the holes that were formed as a result of bending with a welding machine. Some craftsmen use simple soldering irons if the communication has a small diameter;
- In order for the bend to be neat, it will need to be further sanded and coated with a protective agent - this will help prevent corrosion or premature destruction of the connection.
It is possible to bend the pipe evenly by means of a spring, which fits the size of the profile section:
- Communication is fixed in a vice;
- A spring of the appropriate diameter is inserted into the hole. This will prevent the profile pipe from breaking or taking an irregular shape when bending;
- To facilitate the work, you need to heat the junction and carefully manually bend the communication to the desired diameter;
- Various metal products suitable for the slope, for example, angle grinders, arches, etc., are very helpful here.
Similarly, you can try to deform communication with the help of sand. How to bend a pipe for a canopy without the use of a vice and springs:
- It is necessary to stop one end of the tube by closing it with a wooden wedge or any other plug;
- The closed end of the pipe is fixed in the ground or in a vice (if possible). You can also use any other device that allows you to establish communication;
- After that, you need to pour sand into the open end and heat up the blowtorch;
- With a heated lamp, you need to hold it at the place of the future bend, and then gently bend the pipe into the desired shape. It is necessary to work rather quickly, because the metal, after it cools down, will be unsuitable for processing.
Video tutorial on how to bend a 20 mm pipe without a pipe bender using sand
After bending, it is required to leave the pipe for some time in a fixed position - this will help the material to fix its new shape. If the work is carried out in the winter, then the craftsmen expose them even in the cold.
Arch (canopy) without pipe bender
As you know, for a canopy, for example, in the form of an arch, a curved profile pipe is needed. It is important to make sure that the arcs are equally curved, otherwise the canopy will not work. Now we will look at how to do this without using a machine, pipe bender and other auxiliary tools of this kind.
We will need:
- The support on which we will work, for example, a metal table;
- As a beam, you can take a pipe 80 by 60 or 50 by 50 mm 3 meters long. But this method is universal - so what kind of support beam you end up with is not important;
- A profile pipe 20 by 20 or 20 by 40 mm, which we will bend.
Procedure (step by step instructions):

Important note from an expert:
In the length of the racks lies the whole secret of bending the professional pipes with an arch for your canopy. The lengths of the two racks are formed from the length of the middle rack (we have 250 mm - you can take a different length, but not more than 250 mm - otherwise the pipe may break when bent). The coefficients 0.8888 and 0.5556 are valid for any length of the support and the central post.
Video instruction on how to bend professional pipes for a canopy (arch) without a pipe bender
Now let's look at how to bend a pipe with a pipe bender
There are two types of pipes:
- Profile;
- Round section.
Depending on the needs, you need to choose a specific option, but it should be remembered that it is much easier to work with round reinforcement than with square ones. The fact is that when bending, the corners can bend or flatten, moreover, there is a high probability of cracks.
 Photo - Greenhouse from profile pipes
Photo - Greenhouse from profile pipes To bend a profile pipe at home, you need to work with a special device - or a profile bender. Their feature is the ability to install communication in the device and fix it in a certain position. Due to the pressure, which is applied equally to both external and internal corners, an even bend is formed without sharp drops and cracks.
 Photo - mechanical profile bender
Photo - mechanical profile bender Exist two types of roll forming equipment:
- manual;
- Professional automatic.
The first are a fairly simple device, which consists of a work surface (table) and a number of rollers. Due to the movement of the rollers, the pipe moves along the working table and changes its angle, without distorting the desired semicircle.
Professional devices are more convenient to use, but their cost often exceeds 20,000 rubles. They are used for complex work, most often required for the production of complex decorative metal elements. The advantages of the model include the ideal radius, which will be accurate literally to a tenth. Of course, when using a machine it is more convenient to work, but at home it is practically not needed, because it is designed to process a large number of pipes per shift.
 Photo - manual pipe bender
Photo - manual pipe bender A tubular frame made of pipe rolling with a square, rectangular or round section attracts many gardeners with its strength and long service life. Due to the high strength of this material, the frame for the greenhouse can be made thinner, which allows more light to pass into the greenhouse.
Tips: how to bend a profile for a greenhouse with your own hands correctly
Bending of pipes of any profile is carried out in two main ways - this is pressure on certain sections of the pipe, and pressure, combined with heating, on the section to be bent.
In the course of working with the pipe, the parts may not be located in the same plane, and the pipe may burst due to a strong bend.
Without knowledge of the technological rules for bending pipes, it will not work to get a high-quality frame for a greenhouse. In order to bend the profile correctly, its dimensions, cross-section and profile thickness, elasticity of the steel alloy and other parameters should be taken into account.
Namely:
- Wide pipes, with a wall thickness of 2 mm or less, are not recommended to bend at all, since in this case the pipe may burst. Pipes made of carbon steels or low-alloy alloys can spring back, i.e., after bending, they will partially tend to return to their previous state. When installing the frame of the greenhouse, it will be necessary to adjust such pipes on the spot, again bending in the right direction.
- The technical characteristics of the pipes should be studied, in particular the profile height, thickness and length of the pipe, and, depending on this, it is possible to calculate the minimum and maximum bending radius of the pipe without damaging it. If you find it difficult to calculate, you can use online calculators, just enter all the parameters of the pipe, and the calculator will show you to what maximum radius the pipe can be bent.
You can most successfully bend the pipe yourself if you use a profile bending machine, both industrial and amateur. If this is not possible, you can use a vice, clamping one end of the pipe, and put a larger diameter pipe on the other. With strong smooth movements, the pipe is bent to the desired radius.
We make a curved profile for the greenhouse with our own hands of the desired shape
For the construction of greenhouses, a different type of profile is used, it can be aluminum or metal, made of galvanized steel.
In central Russia, the use of a metal profile is more relevant, since it is more durable than aluminum.

Also used materials made from pipes of different sections and profiles (oval, round, rectangular).
Depending on the needs of the greenhouse, the shape of the profile and its bend may be slightly different:
- When choosing a galvanized bent profile for a greenhouse, you should read the certificate or document. You only need to buy a profile with a zinc coating thickness of at least class 1, and even better if the coating class is “P”. Such a coating will be reliably protected for many years from adverse environmental factors.
- The curved galvanized profile can also withstand significant loads, up to 90 kg / m2. A greenhouse from such a profile can be made by hand, and the profile can be connected to each other using bolts or welding. All drilled holes, as well as welds, must be carefully treated with cold zinc.
The 42nd profile is considered the most suitable for the greenhouse, but for reliability, they take the 50th profile, but it is more difficult to work with it. If the greenhouse involves polycarbonate coating, then in this case, the dimensions of the greenhouse for the convenience of work should be adjusted to the dimensions of the polycarbonate sheets. If it was not possible to find a galvanized bent profile, then it can be replaced with curved pipes, which are interconnected by welding or using connecting strips.
Bending instructions and example: how to bend a profile for a greenhouse
It is best to bend the profile, especially if it is made of pipes using special machines, but at home it is not always possible to use them.

You can bend the profile a little differently:
- So that the pipe does not break when bent, it is filled with sand, the holes are plugged at the ends so that it does not spill out, and small holes are drilled in several places of the pipe to let out the heated remaining air inside the pipe. After that, the pipe section to be bent is passed through a homemade pipe bender, which is pipes buried in the ground and filled with concrete. The pipe at the bend is pushed between them, heated with a blowtorch and bent to the desired radius.
- The second way to bend the profile is a little more complicated, but does not require much effort, and even one person can bend the profile pipe. Marks are made on a pipe or other profile at regular intervals, after which cuts are made in these places with a grinder. After that, the profile or pipe is bent along them, and when it is ready, the cut points are welded and covered, either with cold zinc, if the profile is galvanized, or with paint.
After the profile is bent, in the first case, sand is removed from it, and the holes made are welded using spot welding.
When manually bending pipes or profiles, it is difficult to achieve an accurate radius. Also, with the manual method, you can only bend thin enough.
If the pipe or profile has thick walls, then in this case it is possible to bend the pipe or profile only on a special machine with a hydraulic drive.
Ways: how to bend a profile pipe for a greenhouse
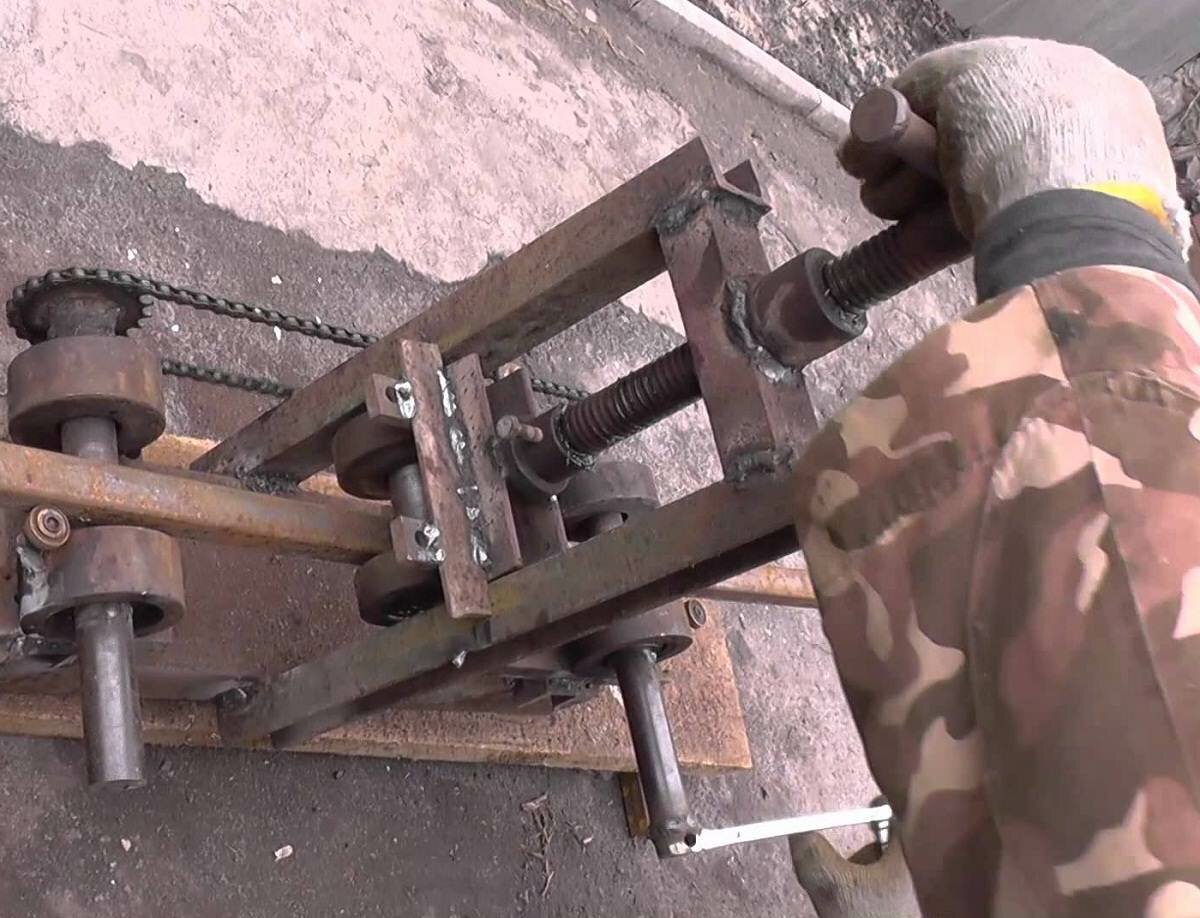
At home, it is quite possible to bend the pipe yourself without using any special machines; for this, you can use a manual profile bender, which can be bought in specialized stores. But, it should be borne in mind that when using a manual profile bender, significant efforts will have to be made.

There is a simple way with which you can bend the profile pipe:
- 5 pipe cuts are welded onto a long, strong metal beam (perpendicular to it), the central one should be the highest, usually its height is 250–300 mm, and the remaining 4 should decrease evenly in height. It is not necessary to make the central pipe higher, since in this case, when the pipe is bent from the profile, it may break.
- The beam itself is securely attached to a concrete base or to a metal table.
- A profile pipe is folded onto the beams welded on top and fixed in several places with a wire.
- A lever from a smaller pipe is inserted into the ends of the pipes and, using its strength and weight as a weight, the profile pipe bends.
The process of bending the pipe into an arc with this method is quite long and laborious, but the pipe will bend into an arc as a person needs. With this method, it is difficult to obtain a sufficiently large radius of the profile pipe.
How to bend a profile pipe for a greenhouse (video)
Thus, independently using one of the most suitable methods or even several, you can give the pipes and profile the necessary radius, and make a greenhouse or, for example, a greenhouse out of blanks. Such structures, made according to all the rules, will serve for many years.



















