Xatcho‘plarga qo‘shish
Payvandlash - bu qismlarning ajralmas aloqasi. Plastmassalarni birlashtirganda uchta payvandlash turini ajratish mumkin:
- termistor;
- dumba;
- rozetka
Polietilen mahsulotlar uchun rozetkali payvandlash amalda qo'llanilmaydi. Birinchi ikki tur eng ustuvor hisoblanadi: uchidan uchiga va termistor.
Polietilen mahsulotlarni payvand bilan payvandlash

Polietilen mahsulotlarni payvandlangan payvandlash kuchli va ishonchli tikuv beradi.
Ushbu turdagi plastik mahsulotlarni o'rnatish uchun eng keng tarqalgan. Buning sababi, ishning narxi boshqa turlarga nisbatan ancha arzon va ish tezligi yuqori. Mavjud texnologiyalarni hisobga olgan holda, qismlarni joylashtirish sizga 800 mm dan ortiq diametrli tizimlarni ulash imkonini beradi.
Payvandlashning afzalliklari:
- ishning arzon narxi;
- sifatni buzmasdan tezlik;
- diametri 0,5 sm dan 120 sm gacha bo'lgan plastmassa mahsulotlarini ulash imkoniyati.
Polietilen quvurlarni payvandlash texnologiyasi, barcha bosqichlarga to'g'ri rioya qilgan holda, ulanishning ishonchliligi va sifatini belgilaydi. Agar ko'rsatmalar to'g'ri bajarilgan bo'lsa, payvandlangan tikuv parametrlari bo'yicha quvurning o'zidan kamida sakkiz marta kuchliroqdir.
Payvandlash. O'rnatishning asosiy bosqichlari
- qisqichlarda plastik qismlarni o'rnatish va mahkamlash;
- strukturani tozalash, kerakli o'lchamda kesish, sirtlarni yog'sizlantirish va to'g'ridan-to'g'ri payvandlash;
- quvurlarni uchidan, birinchi navbatda bosim ostida, keyin esa bosimsiz isitish;
- quvurlarni eksa bo'ylab siqish va tayyor birikmani bosim ostida sovutish.
Payvandlashning har bir bosqichi qat'iy belgilangan ma'noga ega, bu quvurning ma'lum bir diametri va devor qalinligiga mos keladigan maxsus jadval bilan ko'rsatiladi. Jadval payvandlash mashinasiga biriktirilgan (ko'rsatmalarni o'z ichiga oladi).
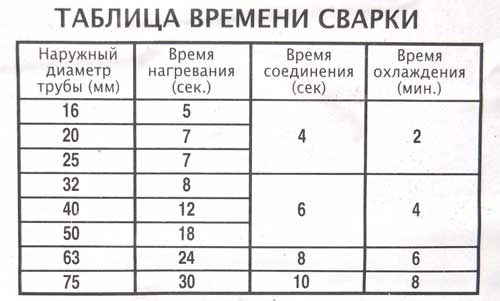
Diametrga qarab polietilen quvurlar uchun payvandlash vaqtlari jadvali
Professional payvandchilar odatda ishlatiladigan asosiy diametrlarning parametrlarini yoddan bilishadi, ammo har qanday malakali payvandchi u bilan kerakli stolga ega.
Payvandlash va ba'zi cheklovlar:
- birlashtiriladigan qismlar bir xil qalinlikda va polietilenning bir xil naviga ega bo'lishi kerak;
- tor sharoitlar mavjudligida qo'llash cheklangan;
- kamida bitta quvur erkin harakatlanishi kerak.
Har xil turdagi materiallar bilan payvandlash ulanishning to'liq ishonchliligini kafolatlamaydi. Payvandlash uskunasining o'lchamlari mos kelmasligi sababli bunday payvandlashni amalga oshirish mumkin emas. Bundan tashqari, ko'milgan quvur liniyasini almashtirishda, payvandlashni payvandlash mumkin emas.
Polietilen mahsulotlarni termistor bilan payvandlash
Ba'zi hollarda, ayniqsa, payvandlashni qo'llash mumkin bo'lmaganda, termistorli payvandlash yoki boshqacha qilib aytganda, elektrofüzyonli payvandlash oqlanadi. Termistorli payvandlash armatura yordamida amalga oshiriladi (qismlarni elektr isitgich bilan ulash). Uning qo'llanilishi asosan quyidagi holatlarga bog'liq:
- agar yangi gaz quvuri qurilayotgan bo'lsa, unda uzun quvurlar qo'llaniladi yoki ish sharoitlari payvand chokiga ruxsat bermasa;
- agar quvur yotqizilgan hudud yuqori seysmik faollikka ega bo'lsa;
- plastik quvurlarni o'rnatish eski quvur liniyasi ichida, ta'mirlash yoki rekonstruksiya qilish uchun amalga oshirilsa;
- agar mavjud quvurlarga filiallarni qo'shimcha kiritish zarur bo'lsa;
- quvurlar diametri 20 mm va devor qalinligi 3 mm bo'lsa;
- agar ish sharoitlari murakkabligi va yuqori mas'uliyatli bo'lsa.
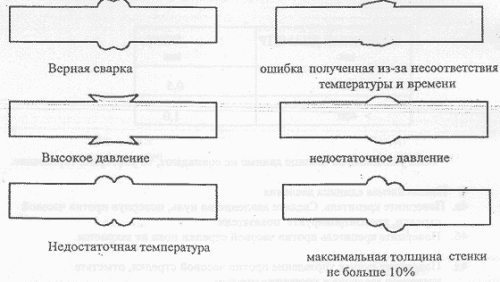
Quvurlarni payvandlashda yuzaga kelishi mumkin bo'lgan eng katta xatolar
Elektrofüzyon usuli uchun harorat -10 dan + 45 ° C gacha bo'lishi kerak. Ushbu diapazon ko'pgina payvandlash mashinalarining parametrlariga mos keladi. Harorat mos kelmasa, kerakli harorat rejimini saqlash uchun maxsus boshpanalarni o'rnatish talab qilinadi.
Elektrofüzyon payvandlash kabi jiddiy jarayonga tayyorgarlik quyidagi bosqichlarni o'z ichiga olishi kerak:
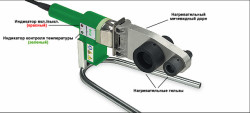
- payvandlash uskunasini tayyorlash va uning ishlashini tekshirish;
- mashinani o'rnatish va payvandlash joyini tayyorlash;
- jadval payvandlash uchun to'g'ri parametrlarni tanlashga yordam beradi;
- quvurlar va qismlarni tuzatish va kalibrlash;
- tozalang va payvandlanadigan sirtlarni yog'sizlantirishni unutmang.
Mutlaqo aniq sozlashni talab qiladigan ikkita asosiy payvandlash parametrlari mavjud:
- spiralga qo'llaniladigan kuchlanishning kuchi;
- armaturani payvandlash va sovutish uchun sarflangan vaqt.
Ushbu parametrlar qismning turi, uning turi, ishlab chiqaruvchisi va boshqalar kabi omillarga bog'liq. Bu ma'lumotlarning barchasi fitting bilan birga maxsus pasportda, shtrix-kodda yoki to'g'ridan-to'g'ri qismda joylashgan bo'lishi kerak. Jadvalda ular ham bo'lishi mumkin.
- Birlashtiriladigan quvur uchlari ayniqsa ehtiyotkorlik bilan tozalanadi va quritiladi yoki o'chiriladi.
- Yog 'yoki yog' mavjud bo'lganda, sirt spirt yoki boshqa shunga o'xshash komponent bilan yog'sizlanadi.
- Axloqsizlik va changning qismga yoki uning ichiga kirishiga yo'l qo'ymaslik uchun armaturani o'rnatishdan oldin darhol paketdan olib tashlash tavsiya etiladi.
- Payvandlashni boshlashdan oldin quvurlar o'zlarining uzunlamasına o'qiga perpendikulyar ravishda kesiladi, shunda isitish batareyasi quvurga mahkam joylashadi. Quvurlar notekis kesilsa, payvandlash sifatsiz bo'lib chiqadi. Kesilgan quvurlarning uchlarida hech qanday shikastlanish va deformatsiya bo'lmasligi kerak. Agar bu mavjud bo'lsa, u holda quvurlarni bog'lovchi qismning uzunligiga teng uzunlikdagi maxsus qurilmalar bilan yalang'ochlash kerak.
- Yalang'ochlashda quvur va fitting o'rtasida bo'shliqlar yo'qligiga ishonch hosil qilish kerak. Spiralga zarar bermaslik uchun fittingning o'zi tozalanmasligi kerak.
- Payvandlashda qiyshayishning oldini olish uchun qism va quvur bir xil eksa bo'ylab joylashgan bo'lishi kerak. Quvurlarni pozitsioner bilan mahkamlash eng yaxshi variant bo'ladi, bu trubaning to'g'ri joylashishini ta'minlaydi, tikuvni sovutish paytida sarkma va siljishni oldini oladi.
- Katta diametrli quvurlar payvandlangan bo'lsa, sovutishning o'zigacha to'xtash joylari yoki stendlardan foydalanish tavsiya etiladi. Uzoq muddatli saqlashdan quvurlarning ovalligi paydo bo'lgan taqdirda, quvurlarni yumaloq shakliga qaytarish kerak. Agar pozitsioner yordamida buni amalga oshirishning iloji bo'lmasa, fitting oxiridan 15-30 mm masofada o'rnatilgan kalibrlash qisqichlarini ishlatish kerak bo'ladi.
- Sirtni yog'sizlantirishda suyuqlik to'liq bug'lanib ketguncha kuting.
Termistorli payvandlash texnologiyasi quyidagi bosqichlardan iborat:
- ishlov berish va yog'sizlantirishdan so'ng, egar burmalarini payvandlashda quvurlar to'xtash joyiga qadar fittingga kiritiladi yoki trubaga qo'yiladi;
- joylashtiruvchi yoki markazlashtiruvchi yordamida trubaning o'rnini mahkamlang, sarkmaning oldini oling;
- tegishli diagrammada (jadvalda) ko'rsatilgan kuchlanish va quvvat parametrlariga rioya qilgan holda payvandlash uskunasini ulang;
- payvandlash kabelining fitting isitgichining chiqishi bilan ulanishini ta'minlang va payvandlash vaqti va kuchlanish parametrlarini o'rnating: bu qiymatlar shtrix-kod sxemasida (jadvalda) ko'rsatilgan va ko'plab qurilmalar mustaqil ravishda o'qishi mumkin. zarur ma'lumotlar;
- avtomatik payvandlash jarayoni boshlanadi, bu esa inson omilining mavjudligini talab qilmaydi.
Butun jarayon uskunaning o'zi tomonidan boshqariladi va payvandlashning oxiri ko'rsatkichlar bilan belgilanadi. Qo'shimchaning sovishi tabiiy ravishda sodir bo'ladi. Keyin ulanishlar bo'yoq yoki marker yordamida raqamlanadi. Egar shoxlarini o'rnatish odatda ikki bosqichda amalga oshiriladi. Birinchidan, ulanish qismi asosiy quvur liniyasiga payvandlanadi, so'ngra filialning o'zi unga payvandlanadi. Sifatsiz payvandlash bo'lsa, rozetka rad etiladi va yaqin joyda yangisi o'rnatiladi.
Egar burmalarini ishlatganda, sovutgandan so'ng, asosiy trubaning devorlarini maydalash kerak. Ushbu jarayon yordamida jalb qilingan quvurlarning ichki bo'shliqlari ulanadi: chiqish va asosiy.
Yuqorida aytilganlarning barchasiga asoslanib, HDPE quvurlarini payvandlash, shubhasiz, ulanishning eng ishonchli turi ekanligi haqida bahslashish mumkin. Polietilen quvurlarni payvandlash usuliga qaramay, yuqori sifatli ish va barcha parametrlarga muvofiqligi bilan bog'lanish sifati doimiy ravishda yuqori bo'lib qolmoqda.



















