Karakteristikat operacionale dhe teknologjike të tubave të polietilenit janë në shumë aspekte të ngjashme me vetitë e tubave të bërë nga polipropileni - rezistenca ndaj korrozionit, mos rritje e sipërfaqes së brendshme, rezistenca kimike, mirëdashësi mjedisore, jetë e gjatë shërbimi me funksionimin e duhur. Sidoqoftë, ka dallime - pozitive dhe negative. Rezistenca relativisht e ulët ndaj nxehtësisë e polietilenit nuk lejon përdorimin e tubave polietileni për transportimin e mediave me temperatura mbi 40-50°C. Ato përdoren kryesisht për furnizim me ujë të ftohtë, tubacione gazi, sisteme ventilimi etj. Përjashtim bën polietileni i ndërlidhur (PE-X, XLPE, PE-S), i cili mund të përdoret në temperatura deri në +95°C. Rezistenca e lartë ndaj ngricave të tubave të polietilenit (deri në -70°C) i bën ata një material të shkëlqyer për ndërtimin e tubacioneve të jashtme.
Metodat për saldimin e tubave të polietilenit
Polietileni i përket grupit të materialeve të salduara mirë për shkak të gamës së gjerë të temperaturës së gjendjes së rrjedhjes viskoze (më shumë se 70°C) dhe viskozitetit relativisht të ulët të shkrirjes.Tubat e polietilenit saldohen në tre mënyra - saldim me prapanicë, prizë dhe elektrofusion (me ngrohës të ngulitur).
Saldim me fole
Saldimi me fole i tubave të polietilenit nuk është bërë aq i përhapur sa saldimi me fole i tubave të polipropilenit, megjithëse kjo metodë në vetvete është teknikisht e thjeshtë për t'u zbatuar dhe e besueshme sa për tubat e polipropilenit. Kjo ka shumë të ngjarë për faktin se tubat e polietilenit përdoren kryesisht për vendosjen e tubacioneve të jashtme me një gjatësi të gjatë linjash dhe një numër të vogël kthesash. Dhe saldimi me fole, siç e dini, tregon avantazhet e tij në maksimum gjatë instalimit të tubacioneve të brendshme të bëra nga tuba me diametër të vogël dhe të vendosur në dhoma me një bollëk kthesash në drejtime të ndryshme.
Sidoqoftë, saldimi me fole i tubave të polietilenit është një metodë e avancuar teknologjikisht dhe e besueshme e lidhjes. Parametrat e mënyrës së tij praktikisht nuk ndryshojnë nga parametrat e saldimit të tubave të polipropilenit (shiko Saldimi i tubave të polipropilenit). Pajisjet e përdorura, të gjitha teknikat bazë, temperatura e ngrohjes së saldatorit dhe intervalet kohore të funksionimit mbeten të njëjta (ose pothuajse të njëjta) si për saldimin e tubave të polipropilenit.
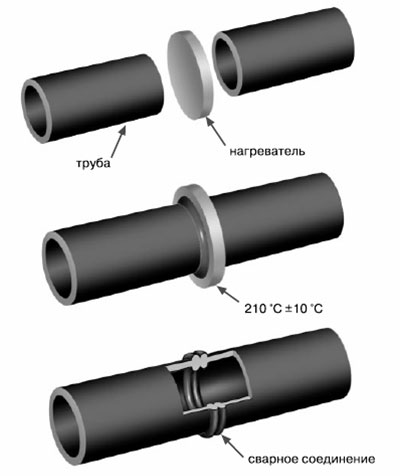
Saldimi duke përdorur ngrohës të ngulitur (saldimi me elektrofusion) është i përshtatshëm për t'u përdorur në vende me hapësirë të kufizuar, ku është e vështirë ose e pamundur vendosja e pajisjeve për saldim në prapanicë. Për të, nuk ka kufizime në lidhje me diametrin minimal të tubave të lidhur. Mund të përdoret duke filluar nga diametrat më të vegjël - 20 mm.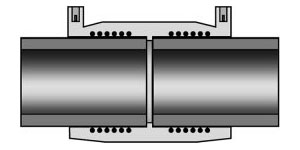
Gjatë saldimit të tubave me pajisje me ngrohës të ngulitur, bashkimi nxehet dhe materiali shkrihet nga një spirale teli metalik të futur në montim, përmes së cilës kalon një rrymë elektrike. Presioni në zonën e saldimit dhe mbyllja e bashkimit krijohet për shkak të zgjerimit termik të tubit. Për të kryer saldimin me elektrofuzion, është e nevojshme të keni një mëngë elektrofuzioni dhe një aparat për saldimin e tubave të polietilenit, me ndihmën e të cilit aplikohet tension në telin e ngrohjes.

Saldim me prapanicë
Ashtu si në rastin e saldimit me fole, teknologjia e saldimit të tubave të polietilenit është në thelb e njëjtë me saldimin e tubave të bërë nga polipropileni. Dallimi i vetëm është se për polietilenin përdoren presione pak më të ulëta (gjatë ngrohjes dhe prishjes) dhe kohët (gjatë ngrohjes dhe ftohjes) sesa për polipropilenin. Të dhënat krahasuese të këtyre parametrave janë dhënë në tabelën e mëposhtme.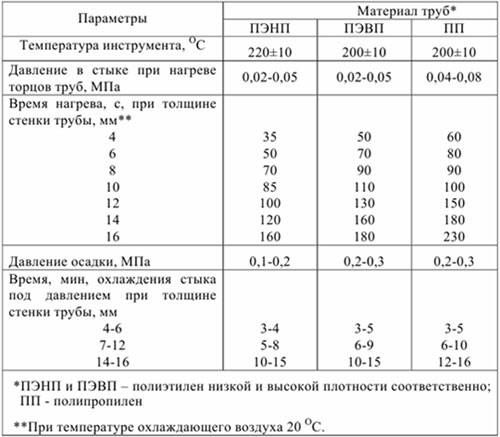
Saldimi me prapanicë është metoda kryesore e instalimit integral të tubave të polietilenit, duke filluar nga një diametër prej 50 mm. Zgjedhja e kësaj vlere si fillestare është për faktin se trashësia e murit të tubave 50 mm arrin 5 mm - vetëm vlera në të cilën garantohet një lidhje e besueshme. Përdorimi i saldimit në prapanicë për gypat me diametër më të vogël është gjithashtu jopraktik sepse ndezja e brendshme e formuar nga kjo metodë e ngushton shumë kalimin tashmë të vogël.
Saldimi me prapanicë rekomandohet për saldimin e tubave me të njëjtën trashësi muri. Ndonjëherë bëhen përjashtime nga ky rregull. Në këtë rast, një tub me një trashësi më të madhe të murit është i zbërthyer në një kënd prej 15 ± 3° ndaj boshtit të tubit, duke siguruar kështu të njëjtën zonë të sipërfaqeve të kontaktit.
Thelbi i saldimit me prapanicë të tubave të polietilenit është se skajet e tubave, të shkrirë nga një mjet i nxehtë, në një gjendje duktiliteti, lidhen me njëri-tjetrin nën presion dhe mbahen në këtë pozicion derisa bashkimi të ftohet plotësisht.
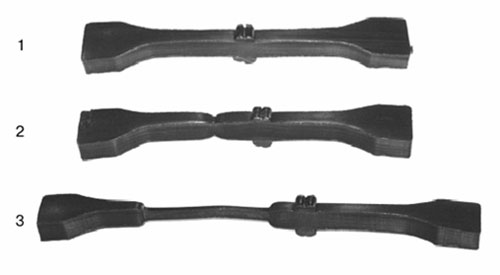
Lidhja e prapanicës që rezulton ka një forcë më të lartë se forca e vetë tubit. Kur testoni një kampion me një fragment të një nyjeje prapanicë në një testues tërheqës, këputja e tij ndodh në vendin e të gjithë materialit, dhe jo përgjatë saldimit (1 - i gjithë kampioni, 2 dhe 3 - fazat e shtrirjes).
Si pajisje për saldimin me prapanicë të tubave të polietilenit, përdoren makina saldimi, të përbëra nga disa nyje, secila prej të cilave kryen funksione të caktuara.
Centralizuesi me katër ose dy kapëse të lëvizshme dhe fikse përdoret për shtrëngimin, qendrimin dhe reduktimin e tubave. Trimmer (planer) është krijuar për të përpunuar skajet e tyre. Me ndihmën e një mjeti ngrohës (pasqyrë saldimi) nxehen tubat. Pajisja ka një pajisje që krijon një forcë që i shtyp tubat në pasqyrën e saldimit (kur nxehet) dhe me njëri-tjetrin (gjatë shtrëngimit). Furnizimi me energji elektrike dhe njësitë e kontrollit sigurojnë furnizimin me tension të nyjeve dhe mbajnë të gjithë parametrat në intervalin e kërkuar.

Aparat për saldimin me prapanicë të tubave plastikë: 1 - makinë prerëse me thika nga të dy anët, 2 - ngrohës.

Prerëset e tubave përdoren për prerjen e tubave.

Për saldimin me prapanicë, prodhohen pajisje të ndryshme (spigots).
Parametrat bazë të saldimit me prapanicë. Parametrat kryesorë të saldimit në prapanicë përfshijnë: temperaturën e ngrohjes së veglës, forcën e shtypjes së tubave në pasqyrën e saldimit dhe me njëri-tjetrin dhe kohëzgjatjen e operacioneve. Është i përshtatshëm për të paraqitur ndryshimin e presionit në formën e një ciklogrami.
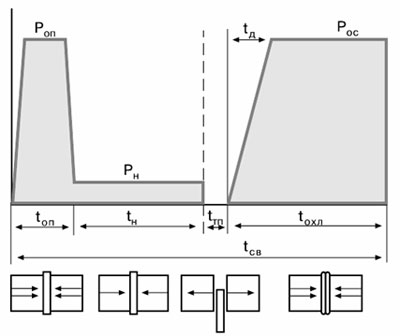
Ciklogrami i saldimit në prapanicë të tubave polimer: t op është koha e shkrirjes së skajeve, t n është koha e ngrohjes (ngrohjes), t t është koha e pauzës teknologjike për heqjen e ngrohësit, t d është koha e rritjes së presionit. e sedimentit, t ftohtë është koha e ftohjes së bashkimit të salduar nën presion, t sv është koha totale e saldimit, P op është presioni i mjetit ngrohës në skajet e tubave gjatë shkrirjes, P n është presioni i mjet ngrohës në skajet e tubave gjatë ngrohjes (ngrohjes), P os është presioni në skajet e tubave gjatë prishjes.
Kontrolli i presionit kryhet duke përdorur një matës presioni të një pompe hidraulike që krijon një forcë kompresimi. Nëse presioni krijohet me dorë ose nga një pajisje pa matës presioni, kontrolli kryhet vizualisht për sa i përket formës dhe madhësisë së rruazave të formuara të gdhendjes. Koha e funksionimit kontrollohet nga një kronometër.
Sekuenca e saldimit. Saldimi me prapanicë kryhet në rendin e mëposhtëm.
- Pastroni dhe pastroni skajet e tubave të lidhur.
- Tubat fiksohen në centralizuesin e pajisjes së saldimit dhe skajet e tyre përpunohen me prerës (kryehet ballafaqimi) për të siguruar pingulitetin e tyre me boshtin. Pas prerjes, pjesët e punës bashkohen për të kontrolluar mungesën e një boshllëku. Për tubat me diametër më të vogël se 110 mm, lejohen boshllëqe jo më shumë se 0,3 mm.
- Një pasqyrë saldimi është instaluar midis skajeve të tubave, e ngrohur në temperaturën e funksionimit - sipas udhëzimeve për pajisjet dhe materialin e tubit. Për të gjitha llojet e polietilenit, temperatura e ngrohjes së mjetit është brenda intervalit 205-230°C.
- Skajet e tubave shtypen kundër pasqyrës me një forcë P op, duke krijuar një presion prej 4-6 kg/cm 2 - derisa të shfaqet një grykë 0,5-2,0 mm e lartë përgjatë perimetrit të skajeve. Pas kësaj, presioni reduktohet në një vlerë prej 0,2-0,5 kg/cm 2 dhe mbahet i tillë gjatë gjithë kohës së ngrohjes. Vlerat e sakta të presioneve dhe kohëzgjatja e ngrohjes përmbahen në udhëzimet për pajisjet dhe tubacionet. Vlerat e referencës janë dhënë në tabelën e mësipërme. Saldimi i tubave PE në mot të ftohtë mund të kërkojë një rritje të kohës për ngrohjen e tyre (është e papranueshme të rritet temperatura e mjetit). Vlera optimale e kohës së ngrohjes për kushte të ndryshme të jashtme përcaktohet më së miri duke bërë saldim provë në prerje të panevojshme tubash.
- Pasi të ketë kaluar koha e ngrohjes, kapësja e lëvizshme e centralizatorit me tubin tërhiqet në një distancë prej 5-6 cm, pasqyra e saldimit hiqet nga zona e saldimit dhe tubat bashkohen derisa të vijnë në kontakt. duke krijuar një presion reshjesh P OS 1-3 kg/cm 2 . Në të njëjtën kohë, dimensionet dhe konfigurimi i grykës që rezulton kontrollohen vizualisht. Presioni i reshjeve mbahet gjatë gjithë kohës së ftohjes së bashkimit.
- Hiqni tubat nga kapëset e centralizuesit.
Kërkesat për cilësinë e nyjeve të salduara
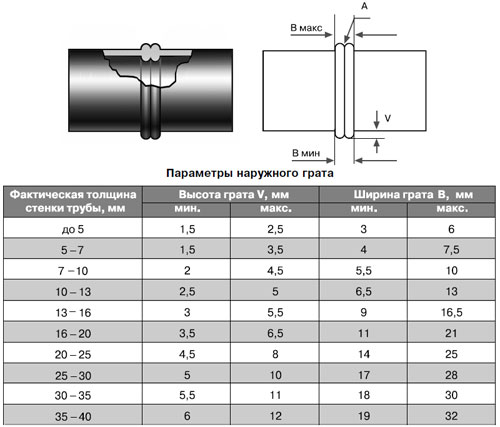
Pamja dhe parametrat e një bashkimi të salduar të bërë siç duhet duhet të plotësojnë disa kërkesa, duke përfshirë sa vijon.- Dimensionet e rrotullave të grykës duhet të korrespondojnë me vlerat e treguara në figurën më poshtë.
- Rruaza duhet të shpërndahet në mënyrë të barabartë dhe simetrike rreth perimetrit të kyçit.
- Zhvendosja e ndërsjellë e mureve të tubave të salduar në drejtimin radial nuk duhet të kalojë 10% të trashësisë së tyre.
- Presioni (A) midis rruazave (vija e shkrirjes) nuk duhet të vendoset nën sipërfaqen e jashtme të tubave.
- Ngjyra e blicit duhet të jetë identike me ngjyrën e tubave. Nuk lejohet prania e çarjeve, poreve dhe inkluzioneve të huaja.
Figura më poshtë tregon një saldim të bërë në përputhje me të gjithë parametrat teknologjikë. Dallohet nga rula të lëmuar, simetrik, me forma dhe madhësi të rrumbullakosura që nuk shkojnë përtej vlerave të përcaktuara.

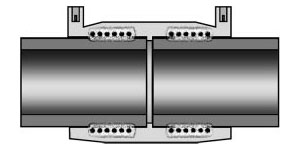
Dhe kështu duken qepjet e bëra me shkelje të teknologjisë.
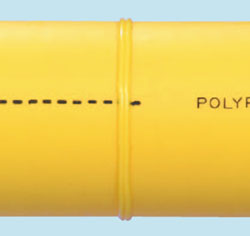
Dimensionet shumë të vogla të rruazave tregojnë një nënvlerësim të presionit gjatë prishjes së tubave ose kohës së pamjaftueshme të ngrohjes.
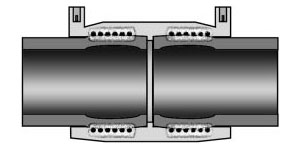
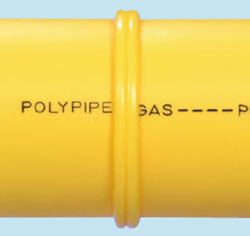
Rrotullat tepër të mëdha tregojnë një kohë të tepërt të ngrohjes ose një temperaturë tepër të lartë të ngrohësit.
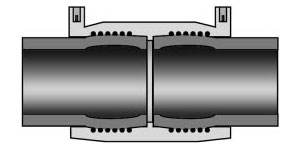
Zhvendosja e skajeve të tubave në lidhje me njëri-tjetrin ndodh me shtrirje të dobët ose mungesë fiksimi të tubave në centralizues.
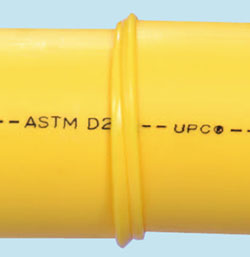
Përballja me cilësi të dobët (prania e një hendeku midis skajeve të mbyllura të tubave) çon në shpërndarje të pabarabartë të grykës përgjatë perimetrit të tubave.
Disa veçori të instalimit të tubave të polietilenit
Ashtu si të gjitha materialet, tubat e polietilenit janë subjekt i zgjerimit dhe tkurrjes termike. Tuba të vendosura në kanale dhe të mbuluara me tokë ndryshojnë përmasat në një masë më të vogël se ato të shtruara në sipërfaqe. Për të kompensuar zgjerimin termik gjatë instalimit të tubave në llogore, përdoret shtrimi "gjarpër".
Instalimi i tubave të polietilenit duhet të kryhet duke marrë parasysh uljen e fleksibilitetit të tyre në temperatura të ulëta. Rrezet shumë të vogla të përkuljes nuk duhet të lejohen. Tabela më poshtë tregon vlerat për rrezet minimale të lejueshme të lakimit në varësi të diametrit të jashtëm të tubit dhe temperaturës së ambientit.



















