Shto te faqeshënuesit
Saldimi është një lidhje integrale e pjesëve. Gjatë bashkimit të plastikës, mund të dallohen tre lloje të saldimit:
- termistor;
- prapanicë;
- prizë
Saldimi me fole për produktet e polietilenit praktikisht nuk përdoret. Dy llojet e para janë më përparësitë: nga fundi në fund dhe termistori.
Saldimi me prapanicë i produkteve të polietilenit

Saldimi me prapanicë i produkteve të polietilenit jep një shtresë të fortë dhe të besueshme.
Ky lloj është më i zakonshmi për instalimin e produkteve plastike. Kjo për faktin se kostoja e punës është shumë më e lirë në krahasim me llojet e tjera, dhe shpejtësia e punës është më e lartë. Duke marrë parasysh teknologjitë aktuale, bashkimi i pjesëve ju lejon të lidhni sisteme me një diametër prej më shumë se 800 mm.
Përfitimet e saldimit me prapanicë:
- kosto e lirë e punës;
- shpejtësi pa kompromentuar cilësinë;
- mundësia e lidhjes së produkteve plastike, duke filluar nga një diametër prej 0,5 cm deri në 120 cm.
Teknologjia e saldimit me prapanicë të tubave të polietilenit, me respektimin e saktë të të gjitha fazave, përcakton besueshmërinë dhe cilësinë e lidhjes. Nëse udhëzimet ndiqen siç duhet, shtresa e salduar është të paktën tetë herë më e fortë se vetë tubi për sa i përket parametrave të tij.
Saldim me prapanicë. Fazat kryesore të instalimit
- instalimi dhe fiksimi i pjesëve plastike në kapëse;
- pastrimi i strukturës, prerja në madhësinë e kërkuar, pastrimi i sipërfaqeve dhe saldimi direkt;
- tubat e ngrohjes nga fundi, së pari nën presion, dhe pastaj pa presion;
- ngjeshja e tubave përgjatë boshtit dhe ftohja e bashkimit të përfunduar nën presion.
Çdo fazë e saldimit me prapanicë ka një kuptim të përcaktuar rreptësisht, i cili tregohet nga një tabelë e veçantë që korrespondon me një diametër specifik dhe trashësi muri të tubit. Tabela është ngjitur në makinën e saldimit (përfshin udhëzimet).
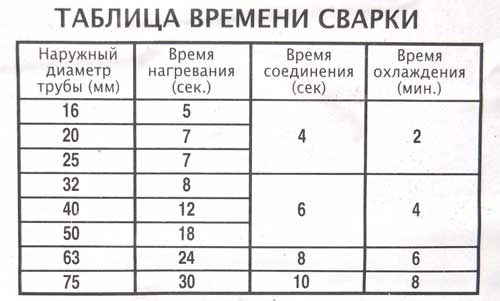
Tabela e kohërave të saldimit për tubat e polietilenit në varësi të diametrit
Salduesit profesionistë zakonisht i dinë përmendësh parametrat e diametrave kryesorë të përdorur, por çdo saldator i kualifikuar ka me vete tabelën e nevojshme.
Saldimi me prapanicë dhe disa kufizime:
- pjesët që do të bashkohen duhet të kenë të njëjtën trashësi dhe shkallë të njëjtë të polietilenit;
- aplikimi është i kufizuar në prani të kushteve të ngushta;
- të paktën një tub duhet të lëvizë lirshëm.
Me klasa të ndryshme të materialit, saldimi në prapanicë nuk garanton besueshmëri të plotë të lidhjes. Ndodh që është e pamundur të kryhet ky lloj saldimi për shkak të mospërputhjes në dimensionet e pajisjes së prapanicës së saldimit. Gjithashtu, kur zëvendësoni një tubacion të groposur, saldimi me prapanicë nuk është i mundur.
Saldimi me termistor i produkteve të polietilenit
Në disa situata, veçanërisht kur është e pamundur të përdoret saldimi në prapanicë, saldimi me termistor, ose, me fjalë të tjera, saldimi me elektrofuzion, është i justifikuar. Saldimi me termistor kryhet duke përdorur pajisje (pjesë lidhëse me një ngrohës elektrik). Përdorimi i tij është kryesisht për shkak të situatave të mëposhtme:
- nëse po ndërtohet një tubacion i ri gazi, në të cilin përdoren tubacione të gjata, ose kur kushtet e punës nuk lejojnë saldimin në prapanicë;
- nëse zona në të cilën është hedhur tubacioni ka aktivitet të lartë sizmik;
- nëse instalimi i tubave plastikë kryhet brenda tubacionit të vjetër, për riparim ose rindërtim;
- nëse kërkohet futja shtesë e degëve në tubacionet ekzistuese;
- nëse tubat kanë një diametër prej 20 mm dhe një trashësi muri prej 3 mm;
- nëse kushtet e punës janë me kompleksitet të shtuar dhe përgjegjësi të lartë.
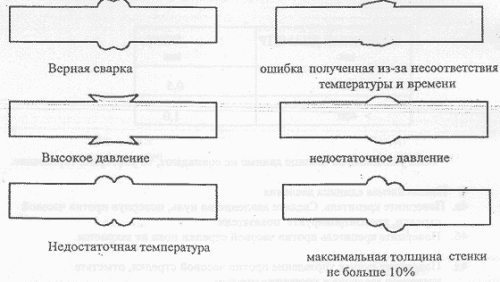
Gabimet më të mundshme që mund të ndodhin gjatë saldimit të tubave
Temperatura për metodën e elektrofuzionit duhet të jetë në intervalin nga -10 në + 45°C. Ky diapazon korrespondon me parametrat e shumicës së makinave të saldimit. Në rast se temperatura nuk përputhet, kërkohet instalimi i strehëzave speciale për të ruajtur regjimin e kërkuar të temperaturës.
Përgatitja për një proces kaq serioz si saldimi elektrofuzion duhet të përfshijë hapat e mëposhtëm:
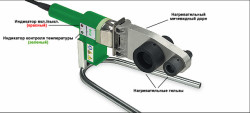
- përgatitja e pajisjeve të saldimit dhe kontrollimi i performancës së tyre;
- instaloni makinën dhe përgatitni vendin e saldimit;
- tabela do t'ju ndihmojë të zgjidhni parametrat e duhur për saldim;
- rregulloni dhe kalibroni tubacionet dhe pjesët;
- pastroni dhe sigurohuni që të hiqni nga yndyrat sipërfaqet që do të saldohen.
Ekzistojnë dy parametra kryesorë të saldimit që kërkojnë vendosje absolutisht të saktë:
- fuqia e tensionit të aplikuar në spirale;
- koha e kaluar për saldimin dhe ftohjen e montimit.
Këto parametra varen nga faktorë të tillë si lloji i pjesës, lloji i saj, prodhuesi i saj dhe të ngjashme. I gjithë ky informacion duhet të vendoset së bashku me montimin në një pasaportë të veçantë, barkod ose direkt në pjesën. Një tabelë gjithashtu mund t'i përmbajë ato.
- Skajet e tubit që do të bashkohen pastrohen veçanërisht me kujdes dhe thahen ose fshihen.
- Në prani të yndyrës ose vajit, sipërfaqja lyhet me alkool ose një përbërës tjetër të ngjashëm.
- Rekomandohet që montimi të hiqet nga paketimi menjëherë përpara vetë instalimit, në mënyrë që të parandalohet që papastërtia dhe pluhuri të hyjnë në pjesë ose brenda saj.
- Përpara fillimit të saldimit, tubat priten pingul me boshtin e tyre gjatësor në mënyrë që spiralja e ngrohjes të përshtatet fort me tubin. Nëse tubat priten në mënyrë të pabarabartë, saldimi do të rezultojë të jetë i cilësisë së dobët. Skajet e tubave të prerë nuk duhet të kenë ndonjë dëmtim dhe deformim. Nëse kjo është e pranishme, atëherë është e nevojshme që tubat të zhvishen me pajisje speciale në një gjatësi të barabartë me gjatësinë e pjesës lidhëse.
- Gjatë zhveshjes, është e nevojshme të sigurohet që të mos ketë boshllëqe midis tubit dhe montimit. Vetë montimi nuk duhet të pastrohet në mënyrë që të mos dëmtojë spiralen.
- Gjatë saldimit, pjesa dhe tubi duhet të vendosen përgjatë të njëjtit aks për të shmangur animin. Opsioni më i mirë do të ishte sigurimi i tubave me një pozicionues, i cili do të sigurojë pozicionin e saktë të tubit, do të parandalojë varjen dhe zhvendosjen gjatë ftohjes së tegelit.
- Nëse saldohen tubat me diametër të madh, këshillohet përdorimi i ndalesave ose qëndrimeve deri në vetë ftohjen. Në rast të formimit të ovalit të tubave nga ruajtja afatgjatë, tubat duhet të kthehen në formën e tyre të rrumbullakët. Nëse kjo nuk mund të bëhet duke përdorur një pozicionues, bëhet e nevojshme përdorimi i kapëseve kalibruese të instaluara në një distancë prej 15-30 mm nga fundi i montimit.
- Kur pastroni sipërfaqen, prisni derisa lëngu të avullojë plotësisht.
Teknologjia e saldimit me termistor përbëhet nga hapat e mëposhtëm:
- pas përpunimit dhe heqjes së yndyrës, tubat futen në montim deri në ndalesë ose vendosen në tub kur saldohen kthesat e shalës;
- duke përdorur një pozicionues ose centralizues, rregulloni pozicionin e tubit, duke parandaluar varjen;
- lidhni pajisjet e saldimit, duke respektuar parametrat e tensionit dhe fuqisë të treguar në diagramin (tabela) përkatëse;
- Siguroni lidhjen e kabllit të saldimit me daljen e ngrohësit të montimit dhe vendosni parametrat e kohës dhe tensionit të saldimit: këto vlera tregohen në skemën (tabelën) e barkodit, dhe shumë pajisje janë në gjendje të lexojnë në mënyrë të pavarur informacionin e nevojshëm;
- fillon procesi i saldimit automatik, i cili nuk kërkon praninë e një faktori njerëzor.
I gjithë procesi kontrollohet nga vetë pajisja, dhe fundi i saldimit fiksohet me tregues. Ftohja e kyçit ndodh natyrshëm. Më pas, lidhjet numërohen duke përdorur bojë ose një shënues. Instalimi i degëve të shalës zakonisht kryhet në dy faza. Së pari, pjesa e lidhjes është ngjitur në tubacionin kryesor, dhe më pas vetë dega është ngjitur në të. Në rast saldimi me cilësi të dobët, priza refuzohet dhe një e re është instaluar afër.
Kur përdorni kthesat e shalës, pas ftohjes, është e nevojshme të bluhen muret e tubit kryesor. Me ndihmën e këtij procesi lidhen zgavrat e brendshme të tubave të përfshirë: priza dhe kryesore.
Bazuar në të gjitha sa më sipër, mund të argumentohet se saldimi i tubave HDPE është padyshim lloji më i besueshëm i lidhjes. Pavarësisht metodës me të cilën saldohen tubat e polietilenit, me punë cilësore dhe pajtueshmëri me të gjithë parametrat, cilësia e lidhjes mbetet vazhdimisht e lartë.



















