ബുക്ക്മാർക്കുകളിലേക്ക് ചേർക്കുക
ഭാഗങ്ങളുടെ ഒരു അവിഭാജ്യ കണക്ഷനാണ് വെൽഡിംഗ്. പ്ലാസ്റ്റിക്കിൽ ചേരുമ്പോൾ, മൂന്ന് തരം വെൽഡിംഗ് വേർതിരിച്ചറിയാൻ കഴിയും:
- തെർമിസ്റ്റർ;
- നിതംബം;
- സോക്കറ്റ്
പോളിയെത്തിലീൻ ഉൽപ്പന്നങ്ങൾക്കുള്ള സോക്കറ്റ് വെൽഡിംഗ് പ്രായോഗികമായി ഉപയോഗിക്കുന്നില്ല. ആദ്യ രണ്ട് തരങ്ങൾക്കാണ് ഏറ്റവും മുൻഗണന: എൻഡ്-ടു-എൻഡ്, തെർമിസ്റ്റർ.
പോളിയെത്തിലീൻ ഉൽപ്പന്നങ്ങളുടെ ബട്ട് വെൽഡിംഗ്

പോളിയെത്തിലീൻ ഉൽപ്പന്നങ്ങളുടെ ബട്ട് വെൽഡിംഗ് ശക്തവും വിശ്വസനീയവുമായ സീം നൽകുന്നു.
പ്ലാസ്റ്റിക് ഉൽപ്പന്നങ്ങളുടെ ഇൻസ്റ്റാളേഷനായി ഈ തരം ഏറ്റവും സാധാരണമാണ്. മറ്റ് തരങ്ങളെ അപേക്ഷിച്ച് ജോലിയുടെ വില വളരെ കുറവാണ്, ജോലിയുടെ വേഗത കൂടുതലാണ് എന്നതാണ് ഇതിന് കാരണം. നിലവിലെ സാങ്കേതികവിദ്യകൾ കണക്കിലെടുക്കുമ്പോൾ, ഭാഗങ്ങളുടെ ഡോക്കിംഗ് 800 മില്ലീമീറ്ററിൽ കൂടുതൽ വ്യാസമുള്ള സിസ്റ്റങ്ങളെ ബന്ധിപ്പിക്കാൻ നിങ്ങളെ അനുവദിക്കുന്നു.
ബട്ട് വെൽഡിങ്ങിന്റെ പ്രയോജനങ്ങൾ:
- ജോലിയുടെ കുറഞ്ഞ ചിലവ്;
- ഗുണനിലവാരത്തിൽ വിട്ടുവീഴ്ച ചെയ്യാതെ വേഗത;
- 0.5 സെന്റീമീറ്റർ മുതൽ 120 സെന്റീമീറ്റർ വരെ വ്യാസമുള്ള പ്ലാസ്റ്റിക് ഉൽപ്പന്നങ്ങൾ ബന്ധിപ്പിക്കുന്നതിനുള്ള സാധ്യത.
പോളിയെത്തിലീൻ പൈപ്പുകളുടെ ബട്ട് വെൽഡിങ്ങിന്റെ സാങ്കേതികവിദ്യ, എല്ലാ ഘട്ടങ്ങളുടെയും ശരിയായ ആചരണത്തോടെ, കണക്ഷന്റെ വിശ്വാസ്യതയും ഗുണനിലവാരവും നിർണ്ണയിക്കുന്നു. നിർദ്ദേശങ്ങൾ ശരിയായി പാലിക്കുകയാണെങ്കിൽ, വെൽഡിഡ് സീം അതിന്റെ പാരാമീറ്ററുകളുടെ അടിസ്ഥാനത്തിൽ പൈപ്പിനേക്കാൾ കുറഞ്ഞത് എട്ട് മടങ്ങ് ശക്തമാണ്.
ബട്ട് വെൽഡിംഗ്. ഇൻസ്റ്റാളേഷന്റെ പ്രധാന ഘട്ടങ്ങൾ
- ക്ലാമ്പുകളിൽ പ്ലാസ്റ്റിക് ഭാഗങ്ങൾ സ്ഥാപിക്കുകയും ഉറപ്പിക്കുകയും ചെയ്യുക;
- ഘടന വൃത്തിയാക്കൽ, ആവശ്യമായ വലുപ്പത്തിൽ മുറിക്കൽ, ഉപരിതലങ്ങൾ degreasing നേരിട്ട് വെൽഡിംഗ്;
- അവസാനം മുതൽ പൈപ്പുകൾ ചൂടാക്കൽ, ആദ്യം സമ്മർദ്ദത്തിൽ, പിന്നെ സമ്മർദ്ദമില്ലാതെ;
- അച്ചുതണ്ടിൽ പൈപ്പുകളുടെ കംപ്രഷൻ, സമ്മർദ്ദത്തിൻ കീഴിൽ പൂർത്തിയായ സംയുക്തത്തിന്റെ തണുപ്പിക്കൽ.
ബട്ട് വെൽഡിങ്ങിന്റെ ഓരോ ഘട്ടത്തിനും കർശനമായി നിർവചിക്കപ്പെട്ട അർത്ഥമുണ്ട്, ഇത് പൈപ്പിന്റെ ഒരു പ്രത്യേക വ്യാസത്തിനും മതിൽ കനത്തിനും അനുയോജ്യമായ ഒരു പ്രത്യേക പട്ടിക സൂചിപ്പിക്കുന്നു. വെൽഡിംഗ് മെഷീനിൽ പട്ടിക ഘടിപ്പിച്ചിരിക്കുന്നു (നിർദ്ദേശങ്ങൾ ഉൾപ്പെടുന്നു).
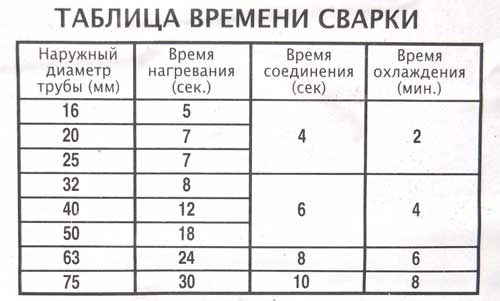
വ്യാസം അനുസരിച്ച് പോളിയെത്തിലീൻ പൈപ്പുകൾക്കുള്ള വെൽഡിംഗ് സമയങ്ങളുടെ പട്ടിക
പ്രൊഫഷണൽ വെൽഡർമാർ സാധാരണയായി ഉപയോഗിക്കുന്ന പ്രധാന വ്യാസങ്ങളുടെ പാരാമീറ്ററുകൾ ഹൃദയത്തിൽ അറിയുന്നു, എന്നാൽ ഏതെങ്കിലും യോഗ്യതയുള്ള വെൽഡർ അവനോടൊപ്പം ആവശ്യമായ ടേബിൾ ഉണ്ട്.
ബട്ട് വെൽഡിംഗും ചില പരിമിതികളും:
- ബന്ധിപ്പിക്കേണ്ട ഭാഗങ്ങൾക്ക് ഒരേ കനവും പോളിയെത്തിലീൻ ഗ്രേഡും ഉണ്ടായിരിക്കണം;
- ഇടുങ്ങിയ അവസ്ഥകളുടെ സാന്നിധ്യത്തിൽ ആപ്ലിക്കേഷൻ പരിമിതമാണ്;
- കുറഞ്ഞത് ഒരു പൈപ്പെങ്കിലും സ്വതന്ത്രമായി നീങ്ങണം.
മെറ്റീരിയലിന്റെ വ്യത്യസ്ത ഗ്രേഡുകൾ ഉപയോഗിച്ച്, ബട്ട് വെൽഡിംഗ് കണക്ഷന്റെ പൂർണ്ണമായ വിശ്വാസ്യത ഉറപ്പ് നൽകുന്നില്ല. വെൽഡിംഗ് ബട്ട് ഉപകരണങ്ങളുടെ അളവുകളിൽ പൊരുത്തക്കേട് കാരണം ഇത്തരത്തിലുള്ള വെൽഡിംഗ് നടത്തുന്നത് അസാധ്യമാണ്. കൂടാതെ, കുഴിച്ചിട്ട പൈപ്പ്ലൈൻ മാറ്റിസ്ഥാപിക്കുമ്പോൾ, ബട്ട് വെൽഡിംഗ് സാധ്യമല്ല.
പോളിയെത്തിലീൻ ഉൽപ്പന്നങ്ങളുടെ തെർമിസ്റ്റർ വെൽഡിംഗ്
ചില സാഹചര്യങ്ങളിൽ, പ്രത്യേകിച്ച് ബട്ട് വെൽഡിംഗ്, തെർമിസ്റ്റർ വെൽഡിംഗ് അല്ലെങ്കിൽ മറ്റൊരു രീതിയിൽ പറഞ്ഞാൽ, ഇലക്ട്രോഫ്യൂഷൻ വെൽഡിംഗ് ഉപയോഗിക്കുന്നത് അസാധ്യമാണ്. ഫിറ്റിംഗ്സ് (ഒരു ഇലക്ട്രിക് ഹീറ്റർ ഉപയോഗിച്ച് ഭാഗങ്ങൾ ബന്ധിപ്പിക്കുന്നത്) ഉപയോഗിച്ചാണ് തെർമിസ്റ്റർ വെൽഡിംഗ് നടത്തുന്നത്. ഇതിന്റെ ഉപയോഗം പ്രധാനമായും ഇനിപ്പറയുന്ന സാഹചര്യങ്ങൾ മൂലമാണ്:
- ഒരു പുതിയ ഗ്യാസ് പൈപ്പ്ലൈൻ നിർമ്മിക്കുകയാണെങ്കിൽ, അതിൽ നീളമുള്ള പൈപ്പുകൾ ഉപയോഗിക്കുന്നു, അല്ലെങ്കിൽ ജോലി സാഹചര്യങ്ങൾ ബട്ട് വെൽഡിംഗ് അനുവദിക്കുന്നില്ലെങ്കിൽ;
- പൈപ്പ് ലൈൻ സ്ഥാപിച്ചിരിക്കുന്ന സ്ഥലത്ത് ഉയർന്ന ഭൂകമ്പ പ്രവർത്തനമുണ്ടെങ്കിൽ;
- പ്ലാസ്റ്റിക് പൈപ്പുകൾ സ്ഥാപിക്കുന്നത് പഴയ പൈപ്പ്ലൈനിനുള്ളിൽ, അറ്റകുറ്റപ്പണികൾക്കോ പുനർനിർമ്മാണത്തിനോ വേണ്ടി നടത്തുകയാണെങ്കിൽ;
- നിലവിലുള്ള പൈപ്പ്ലൈനുകളിലേക്ക് ശാഖകൾ അധികമായി ചേർക്കേണ്ടത് ആവശ്യമാണെങ്കിൽ;
- പൈപ്പുകൾക്ക് 20 മില്ലീമീറ്റർ വ്യാസവും 3 മില്ലീമീറ്റർ മതിൽ കനവും ഉണ്ടെങ്കിൽ;
- ജോലി സാഹചര്യങ്ങൾ സങ്കീർണ്ണതയും ഉയർന്ന ഉത്തരവാദിത്തവും ഉള്ളതാണെങ്കിൽ.
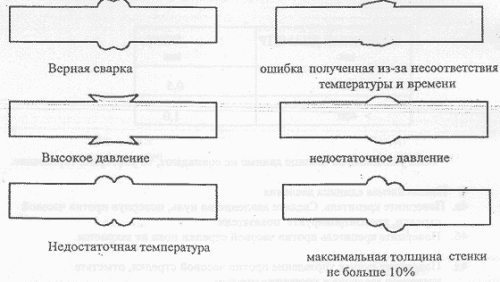
ബട്ട് വെൽഡിംഗ് പൈപ്പുകൾ ചെയ്യുമ്പോൾ സംഭവിക്കാവുന്ന ഏറ്റവും സാധ്യതയുള്ള പിശകുകൾ
ഇലക്ട്രോഫ്യൂഷൻ രീതിയുടെ താപനില -10 മുതൽ + 45 ഡിഗ്രി സെൽഷ്യസ് പരിധിയിലായിരിക്കണം. ഈ ശ്രേണി മിക്ക വെൽഡിംഗ് മെഷീനുകളുടെയും പാരാമീറ്ററുകളുമായി പൊരുത്തപ്പെടുന്നു. താപനില പൊരുത്തപ്പെടാത്ത സാഹചര്യത്തിൽ, ആവശ്യമായ താപനില വ്യവസ്ഥ നിലനിർത്താൻ പ്രത്യേക ഷെൽട്ടറുകൾ സ്ഥാപിക്കേണ്ടത് ആവശ്യമാണ്.
ഇലക്ട്രോഫ്യൂഷൻ വെൽഡിംഗ് പോലുള്ള ഗുരുതരമായ പ്രക്രിയയ്ക്കുള്ള തയ്യാറെടുപ്പ് ഇനിപ്പറയുന്ന ഘട്ടങ്ങൾ ഉൾക്കൊള്ളണം:
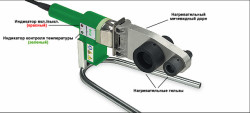
- വെൽഡിംഗ് ഉപകരണങ്ങൾ തയ്യാറാക്കി അതിന്റെ പ്രകടനം പരിശോധിക്കുക;
- മെഷീൻ ഇൻസ്റ്റാൾ ചെയ്ത് വെൽഡിംഗ് സൈറ്റ് തയ്യാറാക്കുക;
- വെൽഡിങ്ങിനായി ശരിയായ പാരാമീറ്ററുകൾ തിരഞ്ഞെടുക്കാൻ പട്ടിക നിങ്ങളെ സഹായിക്കും;
- പൈപ്പുകളും ഭാഗങ്ങളും ശരിയാക്കുക, കാലിബ്രേറ്റ് ചെയ്യുക;
- വൃത്തിയുള്ളതും വെൽഡ് ചെയ്യേണ്ട പ്രതലങ്ങൾ ഡീഗ്രേസ് ചെയ്യുന്നതും ഉറപ്പാക്കുക.
തികച്ചും കൃത്യമായ ക്രമീകരണം ആവശ്യമുള്ള രണ്ട് പ്രധാന വെൽഡിംഗ് പാരാമീറ്ററുകൾ ഉണ്ട്:
- സർപ്പിളിലേക്ക് പ്രയോഗിക്കുന്ന വോൾട്ടേജിന്റെ ശക്തി;
- വെൽഡിംഗും ഫിറ്റിംഗ് തണുപ്പിക്കലും ചെലവഴിച്ച സമയം.
ഈ പാരാമീറ്ററുകൾ ഭാഗത്തിന്റെ തരം, അതിന്റെ തരം, അതിന്റെ നിർമ്മാതാവ് തുടങ്ങിയ ഘടകങ്ങളെ ആശ്രയിച്ചിരിക്കുന്നു. ഈ വിവരങ്ങളെല്ലാം ഒരു പ്രത്യേക പാസ്പോർട്ടിലോ ബാർകോഡിലോ നേരിട്ട് ഭാഗത്തിലോ ഫിറ്റിംഗിനൊപ്പം സ്ഥിതിചെയ്യണം. ഒരു പട്ടികയിൽ അവയും അടങ്ങിയിരിക്കാം.
- ബന്ധിപ്പിക്കേണ്ട പൈപ്പിന്റെ അറ്റങ്ങൾ പ്രത്യേകിച്ച് ശ്രദ്ധാപൂർവ്വം വൃത്തിയാക്കുകയും ഉണക്കുകയോ തുടച്ചുമാറ്റുകയോ ചെയ്യുന്നു.
- ഗ്രീസ് അല്ലെങ്കിൽ എണ്ണയുടെ സാന്നിധ്യത്തിൽ, ഉപരിതലത്തിൽ മദ്യം അല്ലെങ്കിൽ സമാനമായ മറ്റൊരു ഘടകം ഉപയോഗിച്ച് degreased ചെയ്യുന്നു.
- അഴുക്കും പൊടിയും ഭാഗത്തേക്കോ ഉള്ളിലേക്കോ പ്രവേശിക്കുന്നത് തടയാൻ, ഇൻസ്റ്റാളേഷന് മുമ്പായി പാക്കേജിൽ നിന്ന് ഫിറ്റിംഗ് നീക്കംചെയ്യാൻ ശുപാർശ ചെയ്യുന്നു.
- വെൽഡിംഗ് ആരംഭിക്കുന്നതിന് മുമ്പ്, പൈപ്പുകൾ അവയുടെ സ്വന്തം രേഖാംശ അക്ഷത്തിന് ലംബമായി മുറിക്കുന്നു, അങ്ങനെ ചൂടാക്കൽ കോയിൽ പൈപ്പിന് നേരെ നന്നായി യോജിക്കുന്നു. പൈപ്പുകൾ അസമമായി മുറിക്കുകയാണെങ്കിൽ, വെൽഡിംഗ് മോശം ഗുണനിലവാരമുള്ളതായി മാറും. മുറിച്ച പൈപ്പുകളുടെ അറ്റത്ത് കേടുപാടുകളും രൂപഭേദവും ഉണ്ടാകരുത്. ഇത് നിലവിലുണ്ടെങ്കിൽ, ബന്ധിപ്പിക്കുന്ന ഭാഗത്തിന്റെ നീളത്തിന് തുല്യമായ നീളത്തിൽ പ്രത്യേക ഉപകരണങ്ങൾ ഉപയോഗിച്ച് പൈപ്പുകൾ സ്ട്രിപ്പ് ചെയ്യേണ്ടത് ആവശ്യമാണ്.
- സ്ട്രിപ്പ് ചെയ്യുമ്പോൾ, പൈപ്പിനും ഫിറ്റിംഗിനുമിടയിൽ വിടവുകളില്ലെന്ന് ഉറപ്പാക്കേണ്ടത് ആവശ്യമാണ്. സർപ്പിളത്തിന് കേടുപാടുകൾ വരുത്താതിരിക്കാൻ ഫിറ്റിംഗ് തന്നെ വൃത്തിയാക്കാൻ പാടില്ല.
- വെൽഡിംഗ് ചെയ്യുമ്പോൾ, ചരിഞ്ഞത് ഒഴിവാക്കാൻ ഭാഗവും പൈപ്പും ഒരേ അക്ഷത്തിൽ സ്ഥിതിചെയ്യണം. ഒരു പൊസിഷനർ ഉപയോഗിച്ച് പൈപ്പുകൾ ശരിയാക്കുക എന്നതാണ് മികച്ച ഓപ്ഷൻ, അത് പൈപ്പിന്റെ ശരിയായ സ്ഥാനം ശരിയാക്കും, സീമിന്റെ തണുപ്പിക്കൽ സമയത്ത് കുതിച്ചുചാട്ടവും സ്ഥാനചലനവും അനുവദിക്കില്ല.
- വലിയ വ്യാസമുള്ള പൈപ്പുകൾ ഇംതിയാസ് ചെയ്താൽ, തണുപ്പിക്കൽ വരെ സ്റ്റോപ്പുകൾ അല്ലെങ്കിൽ സ്റ്റാൻഡുകൾ ഉപയോഗിക്കുന്നത് നല്ലതാണ്. ദീർഘകാല സംഭരണത്തിൽ നിന്ന് പൈപ്പുകളുടെ ഓവാലിറ്റി രൂപപ്പെടുന്ന സാഹചര്യത്തിൽ, പൈപ്പുകൾ അവയുടെ വൃത്താകൃതിയിലേക്ക് തിരികെ നൽകണം. ഒരു പൊസിഷനർ ഉപയോഗിച്ച് ഇത് ചെയ്യാൻ കഴിയുന്നില്ലെങ്കിൽ, ഫിറ്റിംഗിന്റെ അവസാനം മുതൽ 15-30 മില്ലീമീറ്റർ അകലെ ഇൻസ്റ്റാൾ ചെയ്ത കാലിബ്രേറ്റിംഗ് ക്ലാമ്പുകൾ ഉപയോഗിക്കേണ്ടത് ആവശ്യമാണ്.
- ഉപരിതലത്തെ degreasing ചെയ്യുമ്പോൾ, ദ്രാവകം പൂർണ്ണമായും ബാഷ്പീകരിക്കപ്പെടുന്നതുവരെ കാത്തിരിക്കുക.
തെർമിസ്റ്റർ വെൽഡിംഗ് സാങ്കേതികവിദ്യ ഇനിപ്പറയുന്ന ഘട്ടങ്ങൾ ഉൾക്കൊള്ളുന്നു:
- പ്രോസസ്സിംഗിനും ഡീഗ്രേസിംഗിനും ശേഷം, സ്റ്റോപ്പിലേക്കുള്ള ഫിറ്റിംഗിലേക്ക് പൈപ്പുകൾ തിരുകുകയോ സാഡിൽ ബെൻഡുകൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ പൈപ്പിൽ ഇടുകയോ ചെയ്യുന്നു;
- ഒരു പൊസിഷനർ അല്ലെങ്കിൽ സെൻട്രലൈസർ ഉപയോഗിച്ച്, പൈപ്പിന്റെ സ്ഥാനം ശരിയാക്കുക, തൂങ്ങുന്നത് തടയുക;
- വെൽഡിംഗ് ഉപകരണങ്ങൾ ബന്ധിപ്പിക്കുക, അനുബന്ധ ഡയഗ്രാമിൽ (പട്ടിക) സൂചിപ്പിച്ചിരിക്കുന്ന വോൾട്ടേജും പവർ പാരാമീറ്ററുകളും നിരീക്ഷിക്കുക;
- ഫിറ്റിംഗ് ഹീറ്ററിന്റെ ഔട്ട്പുട്ടുമായി വെൽഡിംഗ് കേബിളിന്റെ കണക്ഷൻ ഉറപ്പാക്കുകയും വെൽഡിങ്ങിന്റെ സമയത്തിന്റെയും വോൾട്ടേജിന്റെയും പാരാമീറ്ററുകൾ സജ്ജമാക്കുകയും ചെയ്യുക: ഈ മൂല്യങ്ങൾ ബാർകോഡിന്റെ സ്കീമിൽ (പട്ടിക) സൂചിപ്പിച്ചിരിക്കുന്നു, കൂടാതെ പല ഉപകരണങ്ങൾക്കും സ്വതന്ത്രമായി വായിക്കാൻ കഴിയും. ആവശ്യമായ വിവരങ്ങൾ;
- ഓട്ടോമാറ്റിക് വെൽഡിങ്ങിന്റെ പ്രക്രിയ ആരംഭിച്ചു, ഇതിന് ഒരു മനുഷ്യ ഘടകത്തിന്റെ സാന്നിധ്യം ആവശ്യമില്ല.
മുഴുവൻ പ്രക്രിയയും ഉപകരണങ്ങൾ തന്നെ നിയന്ത്രിക്കുന്നു, വെൽഡിങ്ങിന്റെ അവസാനം സൂചകങ്ങളാൽ നിശ്ചയിച്ചിരിക്കുന്നു. സംയുക്തത്തിന്റെ തണുപ്പിക്കൽ സ്വാഭാവികമായി സംഭവിക്കുന്നു. പെയിന്റ് അല്ലെങ്കിൽ മാർക്കർ ഉപയോഗിച്ച് കണക്ഷനുകൾ അക്കമിട്ടിരിക്കുന്നു. സാഡിൽ ശാഖകളുടെ ഇൻസ്റ്റാളേഷൻ സാധാരണയായി രണ്ട് ഘട്ടങ്ങളിലായാണ് നടത്തുന്നത്. ആദ്യം, കണക്ഷൻ ഭാഗം പ്രധാന പൈപ്പ്ലൈനിലേക്ക് ഇംതിയാസ് ചെയ്യുന്നു, തുടർന്ന് ബ്രാഞ്ച് തന്നെ അതിലേക്ക് ഇംതിയാസ് ചെയ്യുന്നു. മോശം-ഗുണനിലവാരമുള്ള വെൽഡിങ്ങിന്റെ കാര്യത്തിൽ, ഔട്ട്ലെറ്റ് നിരസിക്കപ്പെട്ടു, പുതിയൊരെണ്ണം സമീപത്ത് ഇൻസ്റ്റാൾ ചെയ്യുന്നു.
സാഡിൽ ബെൻഡുകൾ ഉപയോഗിക്കുമ്പോൾ, തണുപ്പിച്ച ശേഷം, പ്രധാന പൈപ്പിന്റെ മതിലുകൾ മിൽ ചെയ്യേണ്ടത് ആവശ്യമാണ്. ഈ പ്രക്രിയയുടെ സഹായത്തോടെ, ഉൾപ്പെട്ട പൈപ്പുകളുടെ ആന്തരിക അറകൾ ബന്ധിപ്പിച്ചിരിക്കുന്നു: ഔട്ട്ലെറ്റും പ്രധാനവും.
മുകളിൽ പറഞ്ഞവയെല്ലാം അടിസ്ഥാനമാക്കി, എച്ച്ഡിപിഇ പൈപ്പുകളുടെ വെൽഡിംഗ് ഏറ്റവും വിശ്വസനീയമായ തരത്തിലുള്ള കണക്ഷനാണെന്ന് വാദിക്കാം. പോളിയെത്തിലീൻ പൈപ്പുകൾ ഇംതിയാസ് ചെയ്യുന്ന രീതി ഉണ്ടായിരുന്നിട്ടും, ഉയർന്ന നിലവാരമുള്ള ജോലിയും എല്ലാ പാരാമീറ്ററുകളും പാലിച്ചുകൊണ്ട്, കണക്ഷന്റെ ഗുണനിലവാരം സ്ഥിരമായി ഉയർന്നതാണ്.



















