Lisa järjehoidjate hulka
Keevitamine on osade lahutamatu ühendus. Plastide ühendamisel saab eristada kolme tüüpi keevitusviise:
- termistor;
- tagumik;
- pistikupesa
Polüetüleentoodete jaoks mõeldud pistikupesa keevitamist praktiliselt ei kasutata. Esimesed kaks tüüpi on kõige prioriteetsemad: otsast lõpuni ja termistor.
Polüetüleentoodete põkkkeevitus

Polüetüleentoodete põkkkeevitus annab tugeva ja usaldusväärse õmbluse.
Seda tüüpi kasutatakse kõige sagedamini plasttoodete paigaldamisel. See on tingitud asjaolust, et tööde maksumus on teiste tüüpidega võrreldes palju odavam ja töö kiirus on suurem. Võttes arvesse praeguseid tehnoloogiaid, võimaldab osade dokkimine ühendada süsteeme läbimõõduga üle 800 mm.
Põkkkeevituse eelised:
- odav töö maksumus;
- kiirus kvaliteeti kahjustamata;
- võimalus ühendada plasttooteid läbimõõduga 0,5 cm kuni 120 cm.
Polüetüleentorude põkkkeevitamise tehnoloogia kõigi etappide õige järgimisega määrab ühenduse usaldusväärsuse ja kvaliteedi. Kui juhiseid õigesti järgida, on keevisõmblus oma parameetrite poolest vähemalt kaheksa korda tugevam kui toru ise.
Põkkkeevitus. Paigaldamise peamised etapid
- plastosade paigaldamine ja kinnitamine klambritesse;
- konstruktsiooni puhastamine, vajaliku suurusega lõikamine, pindade rasvatustamine ja otsekeevitamine;
- küttetorud otsast, kõigepealt rõhu all ja seejärel ilma rõhuta;
- torude kokkusurumine piki telge ja valmisliite jahutamine rõhu all.
Põkkkeevituse igal etapil on rangelt määratletud tähendus, mida tähistab spetsiaalne tabel, mis vastab toru konkreetsele läbimõõdule ja seina paksusele. Laud on kinnitatud keevitusmasina külge (kaasas juhend).
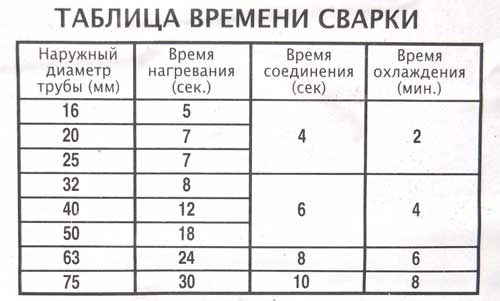
Polüetüleentorude keevitusaegade tabel sõltuvalt läbimõõdust
Professionaalsed keevitajad teavad tavaliselt peast peast kasutatavate põhidiameetrite parameetreid, kuid igal kvalifitseeritud keevitajal on vajalik tabel kaasas.
Põkkkeevitus ja mõned piirangud:
- ühendatavad osad peavad olema sama paksusega ja sama kvaliteediga polüetüleenist;
- kasutamine on kitsastes tingimustes piiratud;
- vähemalt üks toru peab vabalt liikuma.
Erineva klassi materjali puhul ei taga põkkkeevitus ühenduse täielikku töökindlust. Juhtub, et keevitusseadme mõõtmete mittevastavuse tõttu pole seda tüüpi keevitamist võimalik teostada. Samuti pole maetud torujuhtme vahetamisel võimalik põkkkeevitus.
Polüetüleenist toodete termistorkeevitus
Teatud olukordades, eriti kui põkkkeevitust ei ole võimalik kasutada, on termistorkeevitus ehk teisisõnu elektrofusioonkeevitus õigustatud. Termistori keevitamine toimub liitmike abil (osade ühendamine elektrikerisega). Selle kasutamine on peamiselt tingitud järgmistest olukordadest:
- kui ehitatakse uut gaasitorustikku, milles kasutatakse pikki torusid või kui töötingimused ei võimalda põkkkeevitust;
- kui piirkonnas, kuhu torujuhe paigaldatakse, on kõrge seismiline aktiivsus;
- kui plasttorude paigaldamine toimub vana torustiku sees, remondiks või rekonstrueerimiseks;
- kui on vaja täiendavat okste sisestamist olemasolevatesse torustikesse;
- kui torude läbimõõt on 20 mm ja seinapaksus 3 mm;
- kui töötingimused on keerukamad ja vastutustundlikud.
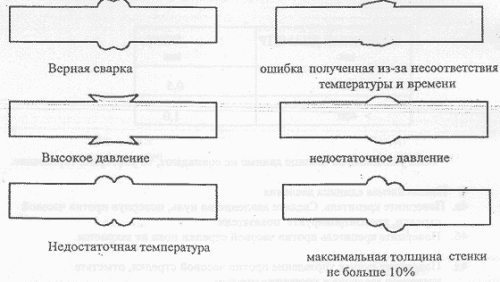
Kõige tõenäolisemad vead, mis võivad tekkida torude põkkkeevitamisel
Elektrofusioonimeetodi temperatuur peab olema vahemikus -10 kuni + 45°C. See vahemik vastab enamiku keevitusmasinate parameetritele. Juhul, kui temperatuur ei ühti, on nõutava temperatuurirežiimi säilitamiseks vaja paigaldada spetsiaalsed varjualused.
Ettevalmistus selliseks tõsiseks protsessiks nagu elektrofusioonkeevitus peaks hõlmama järgmisi samme:
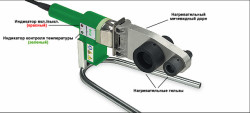
- valmistada ette keevitusseadmed ja kontrollida selle toimivust;
- paigaldage masin ja valmistage ette keevituskoht;
- tabel aitab teil valida keevitamiseks õiged parameetrid;
- torude ja osade kinnitamine ja kalibreerimine;
- puhastada ja kindlasti rasvatustada keevitatavad pinnad.
On kaks peamist keevitusparameetrit, mis nõuavad absoluutselt täpset seadistust:
- spiraalile rakendatud pinge võimsus;
- liitmiku keevitamisele ja jahutamisele kulunud aeg.
Need parameetrid sõltuvad sellistest teguritest nagu osa tüüp, tüüp, tootja jms. Kogu see teave peab asuma koos kinnitusega spetsiaalses passis, vöötkoodis või otse detailil. Neid võib sisaldada ka tabel.
- Ühendatavad toruotsad puhastatakse eriti hoolikalt ja kuivatatakse või pühitakse ära.
- Rasva või õli juuresolekul pind rasvatustatakse alkoholi või muu sarnase komponendiga.
- Liitmik on soovitatav eemaldada pakendist vahetult enne paigaldamist, et vältida mustuse ja tolmu sattumist detaili või selle sisse.
- Enne keevitamise alustamist lõigatakse torud risti nende enda pikiteljega, nii et küttespiraal sobib tihedalt vastu toru. Kui torud lõigatakse ebaühtlaselt, osutub keevitamine halva kvaliteediga. Lõigatud torude otstel ei tohiks olla kahjustusi ega deformatsioone. Kui see on olemas, tuleb torud spetsiaalsete seadmetega ribastada pikkusega, mis on võrdne ühendusosa pikkusega.
- Eemaldamisel tuleb jälgida, et toru ja liitmiku vahele ei jääks lünki. Liitmikku ennast ei tohi puhastada, et mitte kahjustada spiraali.
- Keevitamisel peavad detail ja toru paiknema piki sama telge, et vältida kaldu. Parim variant oleks torude kinnitamine positsioneeriga, mis kindlustab toru õige asendi, väldib õmbluse jahtumise käigus longu ja nihkumist.
- Kui keevitatakse suure läbimõõduga torusid, on soovitatav kuni jahutuseni kasutada tõkkeid või aluseid. Pikaajalisel ladustamisel tekkivate torude ovaalsuse tekkimisel tuleb torud ümardada. Kui seda ei saa teha positsioneeriga, on vaja kasutada kalibreerimisklambreid, mis on paigaldatud liitmiku otsast 15-30 mm kaugusele.
- Pinna rasvatustamisel oodake, kuni vedelik on täielikult aurustunud.
Termistori keevitustehnoloogia koosneb järgmistest etappidest:
- pärast töötlemist ja rasvaäratamist sisestatakse torud liitmikusse kuni piirikuni või asetatakse sadula kõverate keevitamisel torule;
- positsioneeri või tsentralisaatori abil fikseerige toru asend, vältides nõtkumist;
- ühendage keevitusseadmed, järgides vastaval diagrammil (tabelis) näidatud pinge ja võimsuse parameetreid;
- tagage keevituskaabli ühendamine liitmiku küttekeha väljundiga ja seadke keevitamise aja ja pinge parameetrid: need väärtused on näidatud vöötkoodi skeemil (tabelis) ja paljud seadmed suudavad iseseisvalt lugeda vajalik teave;
- käivitatakse automaatse keevitamise protsess, mis ei nõua inimteguri olemasolu.
Kogu protsessi juhivad seadmed ise ja keevitamise lõpp fikseeritakse indikaatoritega. Liigese jahutamine toimub loomulikult. Seejärel nummerdatakse ühendused värvi või markeri abil. Sadulaharude paigaldamine toimub tavaliselt kahes etapis. Esiteks keevitatakse ühendusosa peatorustiku külge ja seejärel keevitatakse selle külge haru ise. Ebakvaliteetse keevitamise korral lükatakse väljalaskeava tagasi ja lähedale paigaldatakse uus.
Sadulakõverate kasutamisel on pärast jahutamist vaja peatoru seinad freesida. Selle protsessi abil ühendatakse kaasatud torude sisemised õõnsused: väljalaske- ja magistraal.
Kõige eelneva põhjal võib väita, et HDPE torude keevitamine on kahtlemata kõige usaldusväärsem ühendusviis. Vaatamata polüetüleentorude keevitamise meetodile, kvaliteetse töö ja kõigi parameetrite järgimisega, püsib ühenduse kvaliteet püsivalt kõrge.



















