বুকমার্ক যোগ করুন
ঢালাই অংশগুলির একটি অবিচ্ছেদ্য সংযোগ। প্লাস্টিক যোগদান করার সময়, তিন ধরনের ঢালাই আলাদা করা যেতে পারে:
- থার্মিস্টার;
- নিতম্ব;
- সকেট
পলিথিন পণ্যগুলির জন্য সকেট ঢালাই কার্যত ব্যবহার করা হয় না। প্রথম দুটি প্রকার সর্বাধিক অগ্রাধিকার: এন্ড-টু-এন্ড এবং থার্মিস্টার।
পলিথিন পণ্যের বাট ঢালাই

পলিথিন পণ্যের বাট ঢালাই একটি শক্তিশালী এবং নির্ভরযোগ্য সীম দেয়।
এই ধরনের প্লাস্টিক পণ্য ইনস্টলেশনের জন্য সবচেয়ে সাধারণ। এটি এই কারণে যে কাজের খরচ অন্যান্য ধরণের তুলনায় অনেক সস্তা এবং কাজের গতি বেশি। বর্তমান প্রযুক্তিগুলি বিবেচনায় নিয়ে, অংশগুলির ডকিং আপনাকে 800 মিমি ব্যাসের বেশি ব্যাসের সাথে সিস্টেমগুলিকে সংযুক্ত করতে দেয়।
বাট ওয়েল্ডিংয়ের সুবিধা:
- কাজের সস্তা খরচ;
- মানের আপস ছাড়া গতি;
- প্লাস্টিক পণ্য সংযোগ করার সম্ভাবনা, 0.5 সেমি থেকে 120 সেমি ব্যাস।
পলিথিন পাইপের বাট ওয়েল্ডিংয়ের প্রযুক্তি, সমস্ত পর্যায়ে সঠিকভাবে পালন করে, সংযোগের নির্ভরযোগ্যতা এবং গুণমান নির্ধারণ করে। নির্দেশাবলী সঠিকভাবে অনুসরণ করা হলে, ঢালাই করা সীমটি তার পরামিতিগুলির পরিপ্রেক্ষিতে পাইপের চেয়ে কমপক্ষে আট গুণ বেশি শক্তিশালী।
বাট ঢালাই। ইনস্টলেশনের প্রধান পর্যায়গুলি
- ক্ল্যাম্পগুলিতে প্লাস্টিকের অংশগুলির ইনস্টলেশন এবং ফিক্সিং;
- কাঠামো পরিষ্কার করা, প্রয়োজনীয় আকারে কাটা, পৃষ্ঠতল হ্রাস করা এবং সরাসরি ঢালাই করা;
- শেষ থেকে পাইপ গরম করা, প্রথমে চাপে এবং তারপরে চাপ ছাড়াই;
- অক্ষ বরাবর পাইপগুলির সংকোচন এবং চাপে সমাপ্ত জয়েন্টের শীতলকরণ।
বাট ঢালাইয়ের প্রতিটি পর্যায়ে একটি কঠোরভাবে সংজ্ঞায়িত অর্থ রয়েছে, যা পাইপের একটি নির্দিষ্ট ব্যাস এবং প্রাচীরের বেধের সাথে সম্পর্কিত একটি বিশেষ টেবিল দ্বারা নির্দেশিত হয়। টেবিলটি ওয়েল্ডিং মেশিনের সাথে সংযুক্ত (নির্দেশাবলী অন্তর্ভুক্ত)।
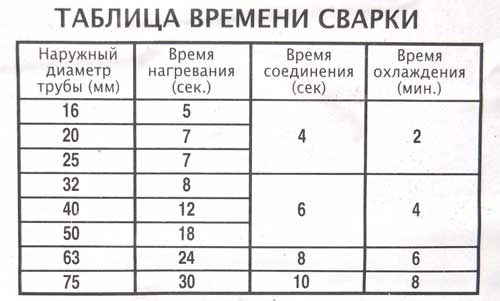
ব্যাসের উপর নির্ভর করে পলিথিন পাইপের জন্য ঢালাইয়ের সময় সারণী
পেশাদার ওয়েল্ডাররা সাধারণত ব্যবহৃত প্রধান ব্যাসের পরামিতিগুলি হৃদয় দিয়ে জানেন তবে যে কোনও যোগ্য ওয়েল্ডারের কাছে প্রয়োজনীয় টেবিল থাকে।
বাট ঢালাই এবং কিছু সীমাবদ্ধতা:
- যে অংশগুলিকে যুক্ত করা হবে তাদের অবশ্যই একই বেধ এবং অভিন্ন গ্রেডের পলিথিন থাকতে হবে;
- সঙ্কুচিত অবস্থার উপস্থিতিতে আবেদন সীমিত;
- অন্তত একটি পাইপ অবাধে সরানো আবশ্যক.
উপাদানের বিভিন্ন গ্রেডের সাথে, বাট ঢালাই সংযোগের সম্পূর্ণ নির্ভরযোগ্যতার গ্যারান্টি দেয় না। এটি ঘটছে যে ঢালাই বাট সরঞ্জামের মাত্রাগুলির মধ্যে অমিলের কারণে এই ধরণের ঢালাই করা অসম্ভব। এছাড়াও, সমাহিত পাইপলাইন প্রতিস্থাপন করার সময়, বাট ঢালাই সম্ভব নয়।
পলিথিন পণ্যের থার্মিস্টার ঢালাই
কিছু পরিস্থিতিতে, বিশেষ করে যখন বাট ওয়েল্ডিং, থার্মিস্টার ওয়েল্ডিং বা অন্য কথায়, ইলেক্ট্রোফিউশন ওয়েল্ডিং ব্যবহার করা অসম্ভব। থার্মিস্টার ঢালাই জিনিসপত্র ব্যবহার করে বাহিত হয় (একটি বৈদ্যুতিক হিটারের সাথে অংশগুলির সংযোগ)। এর ব্যবহার প্রধানত নিম্নলিখিত পরিস্থিতিতে হয়:
- যদি একটি নতুন গ্যাস পাইপলাইন তৈরি করা হচ্ছে, যেখানে দীর্ঘ পাইপ ব্যবহার করা হয়, বা যখন কাজের অবস্থা বাট ওয়েল্ডিংয়ের অনুমতি দেয় না;
- যদি পাইপলাইনটি যে এলাকায় বিছানো হয় সেখানে উচ্চ ভূমিকম্পের কার্যকলাপ থাকে;
- যদি পুরানো পাইপলাইনের ভিতরে প্লাস্টিকের পাইপ স্থাপন করা হয়, মেরামত বা পুনর্গঠনের জন্য;
- বিদ্যমান পাইপলাইনে শাখার অতিরিক্ত সন্নিবেশ প্রয়োজন হলে;
- যদি পাইপগুলির 20 মিমি ব্যাস এবং 3 মিমি প্রাচীরের বেধ থাকে;
- যদি কাজের অবস্থা বর্ধিত জটিলতা এবং উচ্চ দায়িত্বের হয়।
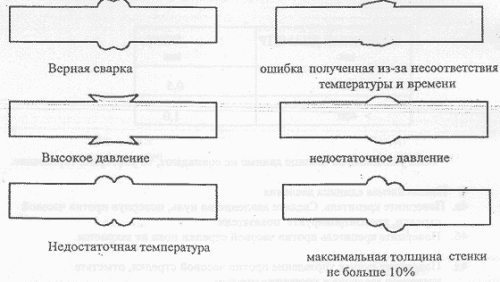
বাট ঢালাই পাইপ যখন ঘটতে পারে যে সবচেয়ে সম্ভবত ত্রুটি
ইলেক্ট্রোফিউশন পদ্ধতির তাপমাত্রা অবশ্যই -10 থেকে + 45 ডিগ্রি সেলসিয়াসের মধ্যে হতে হবে। এই পরিসীমা বেশিরভাগ ওয়েল্ডিং মেশিনের পরামিতিগুলির সাথে মিলে যায়। ইভেন্টে যে তাপমাত্রা মেলে না, প্রয়োজনীয় তাপমাত্রা শাসন বজায় রাখার জন্য বিশেষ আশ্রয়ের ইনস্টলেশন প্রয়োজন।
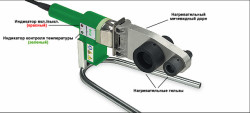
ইলেক্ট্রোফিউশন ওয়েল্ডিংয়ের মতো একটি গুরুতর প্রক্রিয়ার প্রস্তুতিতে নিম্নলিখিত পদক্ষেপগুলি অন্তর্ভুক্ত করা উচিত:
- ঢালাই সরঞ্জাম প্রস্তুত এবং তার কর্মক্ষমতা পরীক্ষা;
- মেশিনটি ইনস্টল করুন এবং ওয়েল্ডিং সাইট প্রস্তুত করুন;
- টেবিল আপনাকে ঢালাই জন্য সঠিক পরামিতি নির্বাচন করতে সাহায্য করবে;
- পাইপ এবং অংশগুলি ঠিক করুন এবং ক্যালিব্রেট করুন;
- পরিষ্কার এবং ঢালাই করা পৃষ্ঠতল degrease নিশ্চিত করুন.
দুটি প্রধান ঢালাই পরামিতি রয়েছে যার জন্য একেবারে সুনির্দিষ্ট সেটিং প্রয়োজন:
- স্পাইরালে প্রয়োগ করা ভোল্টেজের শক্তি;
- ঢালাই এবং ফিটিং শীতল সময় ব্যয়.
এই প্যারামিটারগুলি অংশের ধরন, এর ধরন, এর প্রস্তুতকারক এবং এর মতো বিষয়গুলির উপর নির্ভর করে। এই সমস্ত তথ্য অবশ্যই একটি বিশেষ পাসপোর্ট, বারকোড বা সরাসরি অংশে ফিটিং সহ থাকা আবশ্যক। একটি টেবিল এগুলিও থাকতে পারে।
- সংযুক্ত করা পাইপ প্রান্ত বিশেষভাবে সাবধানে পরিষ্কার করা হয় এবং শুকিয়ে বা মুছে ফেলা হয়.
- গ্রীস বা তেলের উপস্থিতিতে, পৃষ্ঠটি অ্যালকোহল বা অন্য অনুরূপ উপাদান দিয়ে হ্রাস করা হয়।
- এটি ইনস্টলেশনের আগেই প্যাকেজ থেকে ফিটিং অপসারণ করার পরামর্শ দেওয়া হয়, যাতে ময়লা এবং ধুলো অংশে বা এটির ভিতরে প্রবেশ করতে না পারে।
- ঢালাই শুরু করার আগে, পাইপগুলি তাদের নিজস্ব অনুদৈর্ঘ্য অক্ষের সাথে লম্বভাবে কাটা হয় যাতে গরম করার কুণ্ডলীটি পাইপের বিপরীতে ভালভাবে ফিট করে। যদি পাইপগুলি অসমভাবে কাটা হয়, তাহলে ঢালাই খারাপ মানের হতে হবে। কাটা পাইপের প্রান্তে কোনও ক্ষতি এবং বিকৃতি থাকা উচিত নয়। যদি এটি উপস্থিত থাকে, তবে সংযোগকারী অংশের দৈর্ঘ্যের সমান দৈর্ঘ্যে বিশেষ ডিভাইসগুলির সাথে পাইপগুলি ফালা করা প্রয়োজন।
- স্ট্রিপিংয়ের সময়, পাইপ এবং ফিটিংগুলির মধ্যে কোনও ফাঁক নেই তা নিশ্চিত করা প্রয়োজন। ফিটিং নিজেই পরিষ্কার করা উচিত নয় যাতে সর্পিল ক্ষতি না হয়।
- ঢালাই করার সময়, তির্যক এড়াতে অংশ এবং পাইপ একই অক্ষ বরাবর অবস্থিত হওয়া আবশ্যক। সর্বোত্তম বিকল্পটি একটি পজিশনারের সাহায্যে পাইপগুলিকে সুরক্ষিত করা হবে, যা পাইপের সঠিক অবস্থানকে সুরক্ষিত করবে, সীমের ঠান্ডা হওয়ার সময় ঝুলে যাওয়া এবং স্থানচ্যুতি রোধ করবে।
- যদি বড় ব্যাসের পাইপগুলিকে ঢালাই করা হয়, তবে ঠান্ডা না হওয়া পর্যন্ত স্টপ বা স্ট্যান্ড ব্যবহার করার পরামর্শ দেওয়া হয়। দীর্ঘমেয়াদী স্টোরেজ থেকে পাইপগুলির ডিম্বাকৃতি গঠনের ক্ষেত্রে, পাইপগুলিকে তাদের বৃত্তাকার আকারে ফিরিয়ে দিতে হবে। যদি পজিশনার ব্যবহার করে এটি করা না যায়, তাহলে ফিটিং এর শেষ থেকে 15-30 মিমি দূরত্বে ইনস্টল করা ক্যালিব্রেটিং ক্ল্যাম্প ব্যবহার করা প্রয়োজন।
- পৃষ্ঠকে ডিগ্রেস করার সময়, তরলটি সম্পূর্ণরূপে বাষ্পীভূত না হওয়া পর্যন্ত অপেক্ষা করুন।
থার্মিস্টার ঢালাই প্রযুক্তি নিম্নলিখিত পদক্ষেপগুলি নিয়ে গঠিত:
- প্রক্রিয়াকরণ এবং degreasing পরে, পাইপ স্টপ ফিটিং মধ্যে ঢোকানো হয় বা ঢালাই স্যাডল বাঁক যখন পাইপ উপর রাখা হয়;
- পজিশনার বা সেন্ট্রালাইজার ব্যবহার করে, পাইপের অবস্থান ঠিক করুন, স্যাগিং প্রতিরোধ করুন;
- সংশ্লিষ্ট ডায়াগ্রামে (টেবিল) নির্দেশিত ভোল্টেজ এবং পাওয়ার পরামিতিগুলি পর্যবেক্ষণ করে ওয়েল্ডিং সরঞ্জামগুলিকে সংযুক্ত করুন;
- ফিটিং হিটারের আউটপুটের সাথে ওয়েল্ডিং তারের সংযোগ নিশ্চিত করুন এবং ঢালাইয়ের সময় এবং ভোল্টেজের পরামিতিগুলি সেট করুন: এই মানগুলি বারকোডের স্কিম (টেবিল) এ নির্দেশিত হয় এবং অনেক ডিভাইস স্বাধীনভাবে পড়তে সক্ষম হয় প্রয়োজনীয় তথ্য;
- স্বয়ংক্রিয় ঢালাই প্রক্রিয়া শুরু হয়, যার জন্য মানব ফ্যাক্টরের উপস্থিতি প্রয়োজন হয় না।
পুরো প্রক্রিয়া নিজেই সরঞ্জাম দ্বারা নিয়ন্ত্রিত হয়, এবং ঢালাই শেষ সূচক দ্বারা সংশোধন করা হয়। জয়েন্টের শীতলতা স্বাভাবিকভাবেই ঘটে। সংযোগগুলি তারপর পেইন্ট বা একটি মার্কার ব্যবহার করে সংখ্যা করা হয়। স্যাডল শাখার ইনস্টলেশন সাধারণত দুটি পর্যায়ে বাহিত হয়। প্রথমত, সংযোগের অংশটি প্রধান পাইপলাইনে ঝালাই করা হয় এবং তারপরে শাখাটি নিজেই এটিতে ঝালাই করা হয়। নিম্নমানের ঢালাইয়ের ক্ষেত্রে, আউটলেটটি প্রত্যাখ্যান করা হয় এবং কাছাকাছি একটি নতুন ইনস্টল করা হয়।
স্যাডল বাঁকগুলি ব্যবহার করার সময়, ঠান্ডা হওয়ার পরে, মূল পাইপের দেয়ালগুলিকে মিল করা প্রয়োজন। এই প্রক্রিয়াটির সাহায্যে, জড়িত পাইপের অভ্যন্তরীণ গহ্বরগুলি সংযুক্ত করা হয়: আউটলেট এবং প্রধান।
উপরের সমস্তটির উপর ভিত্তি করে, এটি যুক্তি দেওয়া যেতে পারে যে HDPE পাইপের ঢালাই নিঃসন্দেহে সবচেয়ে নির্ভরযোগ্য ধরনের সংযোগ। পলিথিন পাইপগুলি যে পদ্ধতিতে ঢালাই করা হয় তা সত্ত্বেও, উচ্চ-মানের কাজ এবং সমস্ত পরামিতিগুলির সাথে সম্মতি সহ, সংযোগের গুণমান ধারাবাহিকভাবে উচ্চ থাকে।



















