Dodaj med zaznamke
Varjenje je integralna povezava delov. Pri spajanju plastike je mogoče razlikovati tri vrste varjenja:
- termistor;
- zadnjica;
- vtičnico
Varjenje vtičnic za polietilenske izdelke se praktično ne uporablja. Prvi dve vrsti sta najbolj prednostni: od konca do konca in termistor.
Čelno varjenje polietilenskih izdelkov

Čelno varjenje polietilenskih izdelkov daje močan in zanesljiv šiv.
Ta vrsta je najpogostejša za vgradnjo plastičnih izdelkov. To je posledica dejstva, da so stroški dela veliko cenejši v primerjavi z drugimi vrstami, hitrost dela pa je višja. Ob upoštevanju trenutnih tehnologij vam priklop delov omogoča povezavo sistemov s premerom več kot 800 mm.
Prednosti čelnega varjenja:
- poceni stroški dela;
- hitrost brez ogrožanja kakovosti;
- možnost povezovanja plastičnih izdelkov s premerom od 0,5 cm do 120 cm.
Tehnologija sočelnega varjenja polietilenskih cevi s pravilnim upoštevanjem vseh stopenj določa zanesljivost in kakovost povezave. Ob pravilnem upoštevanju navodil je zvar po svojih parametrih vsaj osemkrat močnejši od same cevi.
Čelno varjenje. Glavne faze namestitve
- namestitev in pritrditev plastičnih delov v sponke;
- čiščenje konstrukcije, rezanje na zahtevano velikost, razmaščevanje površin in neposredno varjenje;
- ogrevalne cevi s konca, najprej pod pritiskom, nato pa brez pritiska;
- stiskanje cevi vzdolž osi in hlajenje končnega spoja pod pritiskom.
Vsaka stopnja sočelnega varjenja ima strogo določen pomen, kar je označeno s posebno tabelo, ki ustreza določenemu premeru in debelini stene cevi. Miza je pritrjena na varilni stroj (vključuje navodila).
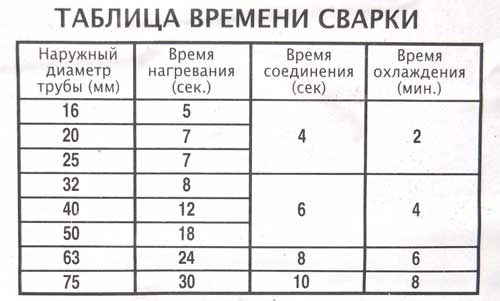
Tabela časov varjenja za polietilenske cevi glede na premer
Profesionalni varilci običajno vedo na pamet parametre glavnih uporabljenih premerov, vendar ima vsak usposobljen varilec potrebno tabelo pri sebi.
Čelno varjenje in nekatere omejitve:
- deli, ki jih je treba spojiti, morajo imeti enako debelino in enak razred polietilena;
- uporaba je omejena v prisotnosti utesnjenih razmer;
- vsaj ena cev se mora prosto premikati.
Pri različnih vrstah materiala čelno varjenje ne zagotavlja popolne zanesljivosti povezave. Dogaja se, da je nemogoče izvesti to vrsto varjenja zaradi neusklajenosti dimenzij varilne opreme. Tudi pri zamenjavi vkopanega cevovoda sočelno varjenje ni možno.
Termistorsko varjenje polietilenskih izdelkov
V nekaterih situacijah, zlasti kadar je nemogoče uporabiti čelno varjenje, je varjenje s termistorji ali z drugimi besedami elektrofuzijsko varjenje upravičeno. Termistorsko varjenje se izvaja s pomočjo armatur (priključnih delov z električnim grelcem). Njegova uporaba je predvsem posledica naslednjih situacij:
- če se gradi nov plinovod, v katerem se uporabljajo dolge cevi, ali kadar delovni pogoji ne dovoljujejo sočelnega varjenja;
- če ima območje, na katerega je položen cevovod, visoko potresno aktivnost;
- če se vgradnja plastičnih cevi izvaja znotraj starega cevovoda, za popravilo ali rekonstrukcijo;
- če je potrebno dodatno vstavljanje vej v obstoječe cevovode;
- če imajo cevi premer 20 mm in debelino stene 3 mm;
- če so delovni pogoji povečane zahtevnosti in visoke odgovornosti.
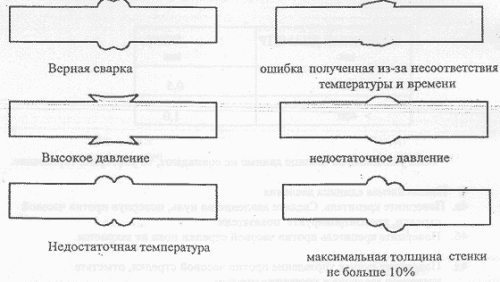
Najverjetnejše napake, ki se lahko pojavijo pri sočelnem varjenju cevi
Temperatura za metodo elektrofuzije mora biti v območju od -10 do + 45°C. Ta razpon ustreza parametrom večine varilnih strojev. V primeru, da se temperatura ne ujema, je za vzdrževanje zahtevanega temperaturnega režima potrebna namestitev posebnih zaklonišč.
Priprava na tako resen proces, kot je elektrofuzijsko varjenje, mora vključevati naslednje korake:
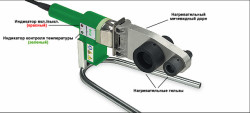
- pripravite varilno opremo in preverite njeno delovanje;
- namestite stroj in pripravite varilno mesto;
- tabela vam bo pomagala izbrati prave parametre za varjenje;
- popraviti in kalibrirati cevi in dele;
- očistite in razmastite površine, ki jih želite variti.
Obstajata dva glavna parametra varjenja, ki zahtevata popolnoma natančno nastavitev:
- moč napetosti, ki se uporablja za spiralo;
- čas, porabljen za varjenje in hlajenje okovje.
Ti parametri so odvisni od dejavnikov, kot so vrsta dela, njegova vrsta, proizvajalec in podobno. Vsi ti podatki morajo biti nameščeni skupaj z opremo v posebnem potnem listu, črtni kodi ali neposredno na delu. Lahko jih vsebuje tudi tabela.
- Konce cevi, ki jih je treba spojiti, očistimo še posebej skrbno in posušimo ali obrišemo.
- V prisotnosti maščobe ali olja površino razmastimo z alkoholom ali drugo podobno komponento.
- Priporočljivo je, da nastavek odstranite iz embalaže tik pred samo montažo, da preprečite vdor umazanije in prahu v del ali notranjost.
- Pred začetkom varjenja se cevi razrežejo pravokotno na lastno vzdolžno os, tako da se grelna tuljava tesno prilega cevi. Če so cevi razrezane neenakomerno, se bo varjenje izkazalo za slabo kakovost. Konci odrezanih cevi ne smejo imeti poškodb in deformacij. Če je to prisotno, je potrebno cevi s posebnimi napravami odstraniti na dolžino, ki je enaka dolžini priključnega dela.
- Pri odstranjevanju je treba zagotoviti, da med cevjo in priključkom ni nobenih vrzeli. Samega okovja ne smete čistiti, da ne poškodujete spirale.
- Pri varjenju morata biti del in cev nameščena vzdolž iste osi, da se izognemo nagibu. Najboljša možnost bi bila pritrditev cevi s pozicionerjem, ki bo pritrdil pravilen položaj cevi, ne bo dovolil povešanja in premika med hlajenjem šiva.
- Če so cevi z velikim premerom varjene, je priporočljivo uporabiti omejevalnike ali stojala do samega hlajenja. V primeru nastanka ovalnosti cevi iz dolgotrajnega skladiščenja je treba cevi vrniti v njihovo okroglo obliko. Če tega ni mogoče storiti s pozicionerjem, je potrebno uporabiti kalibrirne sponke, nameščene na razdalji 15-30 mm od konca priključka.
- Ko razmaščujete površino, počakajte, da tekočina popolnoma izhlapi.
Tehnologija varjenja s termistorji je sestavljena iz naslednjih korakov:
- po obdelavi in razmaščevanju se cevi pri varjenju sedlastih ovinkov vstavijo v priključek do konca ali nataknejo na cev;
- z uporabo pozicionerja ali centralizatorja popravite položaj cevi, da preprečite povešanje;
- priključite varilno opremo, pri čemer upoštevajte parametre napetosti in moči, navedene v ustreznem diagramu (tabela);
- zagotovite povezavo varilnega kabla z izhodom grelnika armature in nastavite parametre časa in napetosti varjenja: te vrednosti so navedene v shemi (tabela) črtne kode, številne naprave pa lahko samostojno odčitajo potrebne informacije;
- začne se postopek avtomatskega varjenja, ki ne zahteva prisotnosti človeškega faktorja.
Celoten postopek nadzoruje sama oprema, konec varjenja pa je fiksiran z indikatorji. Hlajenje sklepa poteka naravno. Priključke nato oštevilčimo z barvo ali markerjem. Montaža sedlastih vej se običajno izvaja v dveh fazah. Najprej je priključni del privarjen na glavni cevovod, nato pa je nanj privarjena sama veja. V primeru nekvalitetnega varjenja se vtičnica zavrne, v bližini pa je nameščena nova.
Pri uporabi sedlastih ovinkov je po ohlajanju potrebno rezkati stene glavne cevi. S pomočjo tega postopka so povezane notranje votline vpletenih cevi: izhod in glavni.
Na podlagi vsega zgoraj navedenega je mogoče trditi, da je varjenje HDPE cevi nedvomno najbolj zanesljiva vrsta povezave. Kljub metodi varjenja polietilenskih cevi s kakovostnim delom in skladnostjo z vsemi parametri kakovost povezave ostaja dosledno visoka.



















