Pievienot grāmatzīmēm
Metināšana ir neatņemams detaļu savienojums. Savienojot plastmasu, var izdalīt trīs metināšanas veidus:
- termistors;
- dibens;
- kontaktligzda
Polietilēna izstrādājumu ligzdas metināšana praktiski netiek izmantota. Pirmie divi veidi ir vissvarīgākie: no gala līdz galam un termistori.
Polietilēna izstrādājumu sadurmetināšana

Polietilēna izstrādājumu sadurmetināšana nodrošina spēcīgu un uzticamu šuvi.
Šis veids ir visizplatītākais plastmasas izstrādājumu uzstādīšanai. Tas ir saistīts ar faktu, ka darbu izmaksas ir daudz lētākas salīdzinājumā ar citiem veidiem, un darba ātrums ir lielāks. Ņemot vērā pašreizējās tehnoloģijas, detaļu dokošana ļauj savienot sistēmas, kuru diametrs pārsniedz 800 mm.
Sadurmetināšanas priekšrocības:
- lētas darba izmaksas;
- ātrums, nezaudējot kvalitāti;
- iespēja savienot plastmasas izstrādājumus, kuru diametrs ir no 0,5 cm līdz 120 cm.
Polietilēna cauruļu sadurmetināšanas tehnoloģija, pareizi ievērojot visus posmus, nosaka savienojuma uzticamību un kvalitāti. Ja instrukcijas tiek pareizi ievērotas, metinātā šuve pēc saviem parametriem ir vismaz astoņas reizes stiprāka par pašu cauruli.
Sadurmetināšana. Uzstādīšanas galvenie posmi
- plastmasas detaļu uzstādīšana un nostiprināšana skavās;
- konstrukcijas tīrīšana, griešana līdz vajadzīgajam izmēram, virsmu attaukošana un tieša metināšana;
- apkures caurules no gala, vispirms zem spiediena un pēc tam bez spiediena;
- cauruļu saspiešana pa asi un gatavā savienojuma dzesēšana zem spiediena.
Katram sadurmetināšanas posmam ir stingri noteikta nozīme, ko norāda īpaša tabula, kas atbilst konkrētam caurules diametram un sieniņu biezumam. Tabula ir piestiprināta pie metināšanas iekārtas (iekļauta instrukcija).
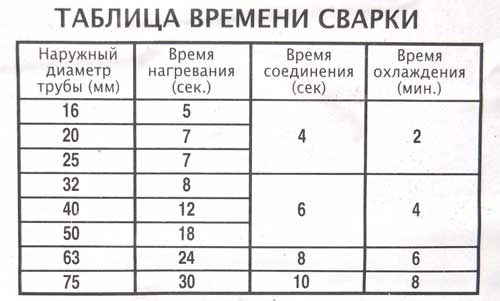
Metināšanas laiku tabula polietilēna caurulēm atkarībā no diametra
Profesionālie metinātāji parasti no galvas zina galveno izmantoto diametru parametrus, bet jebkuram kvalificētam metinātājam ir līdzi nepieciešamā tabula.
Sadurmetināšana un daži ierobežojumi:
- savienojamajām detaļām jābūt vienāda biezuma un identiskas kvalitātes polietilēnam;
- pielietojums ir ierobežots krampjos apstākļos;
- vismaz vienai caurulei ir jāpārvietojas brīvi.
Izmantojot dažādu kategoriju materiālus, sadurmetināšana negarantē pilnīgu savienojuma uzticamību. Gadās, ka nav iespējams veikt šāda veida metināšanu metināšanas sadures iekārtas izmēru neatbilstības dēļ. Tāpat, nomainot ierakto cauruļvadu, nav iespējama sadurmetināšana.
Polietilēna izstrādājumu termistora metināšana
Dažās situācijās, īpaši, ja nav iespējams izmantot sadurmetināšanu, termistora metināšana jeb, citiem vārdiem sakot, elektrofūzijas metināšana, ir attaisnojama. Termistora metināšana tiek veikta, izmantojot veidgabalus (savieno detaļas ar elektrisko sildītāju). Tās lietošana galvenokārt ir saistīta ar šādām situācijām:
- ja tiek būvēts jauns gāzes vads, kurā tiek izmantotas garas caurules, vai ja darba apstākļi nepieļauj sadurmetināšanu;
- ja apgabalā, uz kuru tiek ievilkts cauruļvads, ir augsta seismiskā aktivitāte;
- ja plastmasas cauruļu uzstādīšana tiek veikta vecā cauruļvada iekšpusē, remontam vai rekonstrukcijai;
- ja nepieciešama papildu zaru ievietošana esošajos cauruļvados;
- ja caurulēm ir 20 mm diametrs un 3 mm sienu biezums;
- ja darba apstākļi ir paaugstinātas sarežģītības un augstas atbildības.
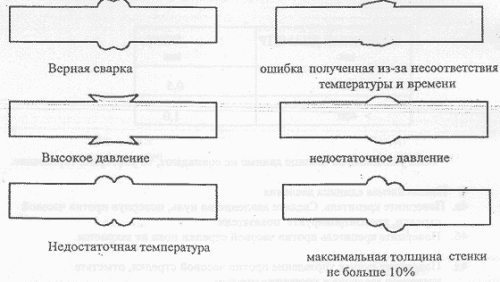
Visticamākās kļūdas, kas var rasties, metinot caurules
Temperatūrai elektrofūzijas metodei jābūt diapazonā no -10 līdz + 45°C. Šis diapazons atbilst vairuma metināšanas iekārtu parametriem. Gadījumā, ja temperatūra neatbilst, ir jāuzstāda īpašas nojumes, lai uzturētu nepieciešamo temperatūras režīmu.
Sagatavojoties tik nopietnam procesam kā elektrofūzijas metināšana, jāietver šādas darbības:
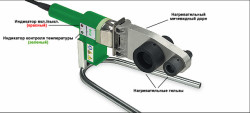
- sagatavot metināšanas iekārtu un pārbaudīt tā darbību;
- uzstādīt iekārtu un sagatavot metināšanas vietu;
- tabula palīdzēs izvēlēties pareizos metināšanas parametrus;
- salabot un kalibrēt caurules un detaļas;
- notīriet un noteikti attaukojiet metināmās virsmas.
Ir divi galvenie metināšanas parametri, kuriem nepieciešama absolūti precīza iestatīšana:
- spirālei pieliktā sprieguma jauda;
- laiks, kas pavadīts armatūras metināšanai un dzesēšanai.
Šie parametri ir atkarīgi no tādiem faktoriem kā daļas veids, tips, ražotājs un tamlīdzīgi. Visai šai informācijai kopā ar stiprinājumu jāatrodas īpašā pasē, svītrkodā vai tieši uz detaļas. Tie var būt arī tabulā.
- Savienojamos cauruļu galus īpaši rūpīgi notīra un nosusina vai noslauka.
- Tauku vai eļļas klātbūtnē virsmu attauko ar spirtu vai citu līdzīgu sastāvdaļu.
- Armatūra ir ieteicams izņemt no iepakojuma tieši pirms pašas uzstādīšanas, lai detaļā vai tās iekšpusē neiekļūtu netīrumi un putekļi.
- Pirms metināšanas uzsākšanas caurules tiek sagrieztas perpendikulāri to gareniskajai asij, lai sildīšanas spole cieši pieguļ caurulei. Ja caurules tiek sagrieztas nevienmērīgi, metināšana izrādīsies nekvalitatīva. Izgriezto cauruļu galiem nedrīkst būt nekādi bojājumi un deformācijas. Ja tas ir klāt, tad ir nepieciešams novilkt caurules ar īpašām ierīcēm garumā, kas vienāds ar savienojošās daļas garumu.
- Veicot attīrīšanu, ir jānodrošina, lai starp cauruli un veidgabalu nebūtu atstarpes. Pati armatūra nedrīkst tīrīt, lai nesabojātu spirāli.
- Metināšanas laikā daļai un caurulei jāatrodas pa vienu asi, lai izvairītos no sašķiebšanās. Labākais variants būtu cauruļu nostiprināšana ar pozicionieri, kas nofiksēs pareizu caurules pozīciju, novērsīs nokarāšanos un pārvietošanos šuves dzesēšanas laikā.
- Ja tiek metinātas caurules ar lielu diametru, līdz pašai dzesēšanai vēlams izmantot pieturas vai statīvus. Gadījumā, ja no ilgstošas uzglabāšanas veidojas cauruļu ovāls, caurules ir jāatgriež apaļā formā. Ja to nevar izdarīt, izmantojot pozicionieri, kļūst nepieciešams izmantot kalibrēšanas skavas, kas uzstādītas 15-30 mm attālumā no armatūras gala.
- Attaukojot virsmu, pagaidiet, līdz šķidrums ir pilnībā iztvaikojis.
Termistora metināšanas tehnoloģija sastāv no šādām darbībām:
- pēc apstrādes un attaukošanas caurules tiek ievietotas veidgabalā līdz atdurei vai uzliktas uz caurules, metinot seglu līkumus;
- izmantojot pozicionieri vai centralizatoru, nofiksējiet caurules stāvokli, novēršot nokarāšanos;
- pieslēgt metināšanas iekārtu, ievērojot attiecīgajā shēmā (tabulā) norādītos sprieguma un jaudas parametrus;
- nodrošināt metināšanas kabeļa savienojumu ar veidgabala sildītāja izeju un iestatīt metināšanas laika un sprieguma parametrus: šīs vērtības ir norādītas svītrkoda shēmā (tabulā), un daudzas ierīces spēj patstāvīgi nolasīt nepieciešamo informāciju;
- tiek uzsākts automātiskās metināšanas process, kam nav nepieciešama cilvēka faktora klātbūtne.
Visu procesu kontrolē pati iekārta, un metināšanas beigas nosaka indikatori. Locītavas atdzišana notiek dabiski. Pēc tam savienojumi tiek numurēti, izmantojot krāsu vai marķieri. Seglu zaru uzstādīšana parasti tiek veikta divos posmos. Pirmkārt, savienojuma daļa tiek piemetināta pie maģistrālā cauruļvada, un pēc tam pie tā tiek piemetināta pati atzara. Sliktas kvalitātes metināšanas gadījumā izvads tiek noraidīts, un tuvumā tiek uzstādīta jauna.
Lietojot seglu līkumus, pēc atdzesēšanas nepieciešams veikt galvenās caurules sienu frēzēšanu. Ar šī procesa palīdzību tiek savienoti iesaistīto cauruļu iekšējie dobumi: izplūdes un galvenās.
Pamatojoties uz visu iepriekš minēto, var apgalvot, ka HDPE cauruļu metināšana neapšaubāmi ir visuzticamākais savienojuma veids. Neskatoties uz metodi, ar kādu tiek metinātas polietilēna caurules, ar kvalitatīvu darbu un atbilstību visiem parametriem, savienojuma kvalitāte saglabājas nemainīgi augsta.



















