Operativna i tehnološka svojstva polietilenskih cijevi u mnogočemu su slična svojstvima cijevi od polipropilena - otpornost na koroziju, nerast unutarnje površine, kemijska otpornost, ekološka prihvatljivost, dug radni vijek uz pravilan rad. Međutim, postoje razlike – i pozitivne i negativne. Relativno niska toplinska otpornost polietilena ne dopušta korištenje polietilenskih cijevi za transport medija s temperaturama iznad 40-50°C. Uglavnom se koriste za opskrbu hladnom vodom, plinovode, ventilacijske sustave itd. Iznimka je umreženi polietilen (PE-X, XLPE, PE-S) koji se može koristiti na temperaturama do +95°C. Visoka otpornost na smrzavanje polietilenskih cijevi (do -70°C) čini ih izvrsnim materijalom za izgradnju vanjskih cjevovoda.
Metode zavarivanja polietilenskih cijevi
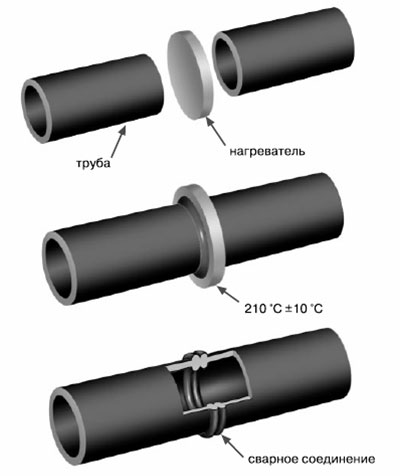
Polietilen spada u skupinu dobro zavarenih materijala zbog širokog temperaturnog raspona stanja viskoznog tečenja (više od 70°C) i relativno niske viskoznosti taline.Polietilenske cijevi se zavaruju na tri načina - sučeonim, utičnim i elektrofuzijskim (s ugrađenim grijačima) zavarivanjem.
Zavarivanje utičnica
Zavarivanje utičnica polietilenskih cijevi nije toliko rasprostranjeno kao zavarivanje utičnica polipropilenskih cijevi, iako je sama ova metoda tehnički jednostavna za provedbu i pouzdana kao za polipropilenske cijevi. To je najvjerojatnije zbog činjenice da se polietilenske cijevi uglavnom koriste za polaganje vanjskih cjevovoda s velikom duljinom linije i malim brojem zavoja. A zavarivanje utičnica, kao što znate, maksimalno pokazuje svoje prednosti tijekom ugradnje unutarnjih cjevovoda izrađenih od cijevi malog promjera i položenih u sobama s obiljem zavoja u različitim smjerovima.
Ipak, zavarivanje utičnica polietilenskih cijevi je tehnološki napredna i pouzdana metoda spajanja. Parametri njegovog načina rada praktički se ne razlikuju od parametara zavarivanja polipropilenskih cijevi (vidi Zavarivanje polipropilenskih cijevi). Korištena oprema, sve osnovne tehnike, temperatura zagrijavanja lemilice i vremenski intervali operacija ostaju isti (ili gotovo isti) kao i za zavarivanje polipropilenskih cijevi.
Zavarivanje pomoću ugrađenih grijača (elektrofuzijsko zavarivanje) prikladno je za korištenje na mjestima s ograničenim prostorom, gdje je teško ili nemoguće postaviti opremu za čeono zavarivanje. Za nju ne postoje ograničenja u pogledu minimalnog promjera spojenih cijevi. Može se koristiti počevši od najmanjih promjera - 20 mm.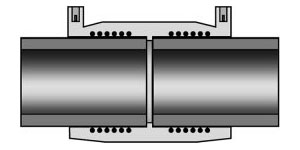
Prilikom zavarivanja cijevi s spojnicama s ugrađenim grijačima spoj se zagrijava i materijal se topi spiralom od metalne žice ugrađene u spojnicu kroz koju prolazi električna struja. Tlak u zoni zavarivanja i brtvljenje spoja nastaje zbog toplinskog širenja cijevi. Za izvođenje elektrofuzijskog zavarivanja potrebno je imati sam elektrofuzijski rukavac i aparat za zavarivanje polietilenskih cijevi, uz pomoć kojeg se napon dovodi na grijaću žicu.

Čeono zavarivanje
Kao i u slučaju zavarivanja utičnica, tehnologija sučeonog zavarivanja polietilenskih cijevi u osnovi je ista kao i zavarivanje cijevi od polipropilena. Jedina razlika je u tome što se za polietilen koriste nešto niži tlakovi (tijekom zagrijavanja i taloženja) i vremena (za vrijeme grijanja i hlađenja) nego za polipropilen. Usporedni podaci ovih parametara dati su u donjoj tablici.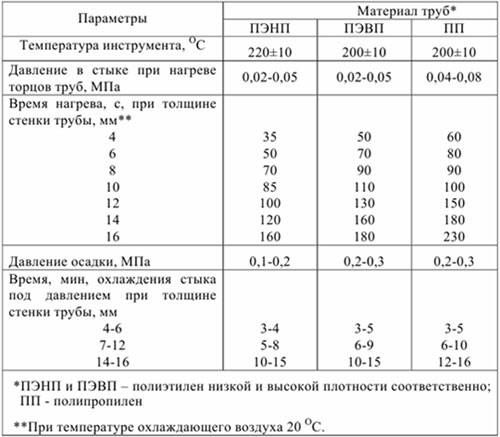
Sučeono zavarivanje je glavna metoda integralne ugradnje polietilenskih cijevi, počevši od promjera od 50 mm. Izbor ove vrijednosti kao početne je zbog činjenice da debljina stijenke cijevi od 50 mm doseže 5 mm - upravo vrijednost pri kojoj je zajamčena pouzdana veza. Primjena čeonog zavarivanja za cijevi manjih promjera također je nepraktična jer unutarnji bljesak formiran ovom metodom previše sužava ionako mali prolaz.
Čeono zavarivanje preporučuje se za zavarivanje cijevi iste debljine stijenke. Ponekad se od ovog pravila prave iznimke. U tom slučaju se cijev s većom debljinom stijenke kosi pod kutom od 15±3° u odnosu na os cijevi, čime se osigurava ista površina dodirnih površina.
Bit čeonog zavarivanja polietilenskih cijevi je da se krajevi cijevi, otopljeni zagrijanim alatom, do stanja duktilnosti, međusobno pod pritiskom spajaju i održavaju u tom položaju dok se spoj potpuno ne ohladi.
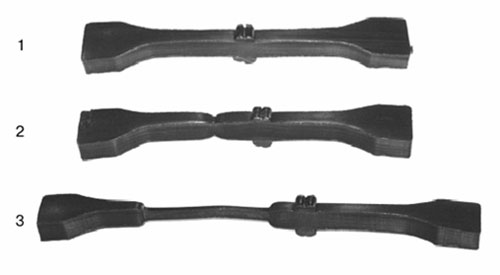
Rezultirajući čeoni spoj ima snagu veću od čvrstoće same cijevi. Prilikom ispitivanja uzorka s ulomkom čeonog spoja na vlačnom stroju, do njegovog pucanja dolazi na mjestu cijelog materijala, a ne duž zavara (1 - cijeli uzorak, 2 i 3 - faze rastezanja).
Kao oprema za čeono zavarivanje polietilenskih cijevi koriste se strojevi za zavarivanje, koji se sastoje od nekoliko čvorova, od kojih svaki obavlja određene funkcije.
Centralizator s četiri ili dvije pomične i fiksne stezaljke služi za stezanje, centriranje i redukciju cijevi. Trimer (blanjalica) dizajniran je za obradu njihovih krajeva. Uz pomoć grijaćeg alata (zrcala za zavarivanje) cijevi se zagrijavaju. Uređaj ima uređaj koji stvara silu koja pritišće cijevi na zrcalo za zavarivanje (kada se zagrije) i jedna na drugu (tijekom nabijanja). Napajanje i upravljačke jedinice osiguravaju napajanje čvorova naponom i održavaju sve parametre u potrebnom intervalu.

Aparat za čeono zavarivanje plastičnih cijevi: 1 - trimer s noževima s obje strane, 2 - grijač.

Rezači cijevi se koriste za rezanje cijevi.

Za sučeono zavarivanje izrađuju se različiti spojni elementi (spigoti).
Osnovni parametri sučeonog zavarivanja. Glavni parametri sučeonog zavarivanja uključuju: temperaturu grijaćeg alata, silu pritiska cijevi na zrcalo za zavarivanje i jedno na drugo, te trajanje operacija. Promjenu tlaka prikladno je prikazati u obliku ciklograma.
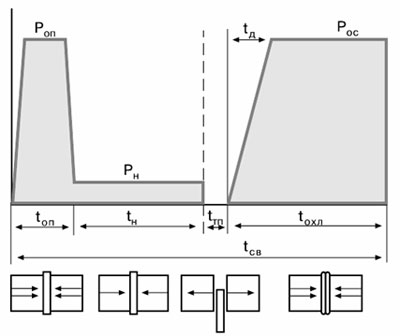
Ciklogram čeonog zavarivanja polimernih cijevi: t op je vrijeme topljenja krajeva, t n je vrijeme zagrijavanja (zagrijavanja), t t je vrijeme tehnološke pauze za uklanjanje grijača, t d je vrijeme podizanja tlaka sedimenta, t cool je vrijeme hlađenja zavarenog spoja pod pritiskom, t sv je ukupno vrijeme zavarivanja, P op je tlak grijaćeg alata na krajevima cijevi tijekom taljenja, P n je tlak grijaći alat na krajevima cijevi tijekom zagrijavanja (grijanja), P os je pritisak na krajevima cijevi tijekom narušavanja.
Kontrola tlaka provodi se pomoću manometra hidraulične pumpe koji stvara kompresijsku silu. Ako se tlak stvara ručno ili pomoću uređaja bez mjerača tlaka, kontrola se provodi vizualno u smislu oblika i veličine formiranih zrnaca šiljka. Vrijeme rada kontrolira se štopericom.
Redoslijed zavarivanja. Sučeono zavarivanje izvodi se sljedećim redoslijedom.
- Očistite i odmastite krajeve spojenih cijevi.
- Cijevi su pričvršćene u centralizator uređaja za zavarivanje i njihovi krajevi se obrađuju rezačem (izvodi se oblaganje) kako bi se osigurala njihova okomitost na os. Nakon obrezivanja, obradaci se spajaju kako bi se provjerilo odsutnost praznine. Za cijevi promjera manjeg od 110 mm dopušteni su razmaci od najviše 0,3 mm.
- Između krajeva cijevi ugrađuje se ogledalo za zavarivanje, zagrijano na radnu temperaturu - prema uputama za opremu i materijal cijevi. Za sve vrste polietilena, temperatura zagrijavanja alata je u rasponu od 205-230°C.
- Krajevi cijevi su pritisnuti na zrcalo sa silom P op, stvarajući pritisak od 4-6 kg/cm 2 - sve dok se duž perimetra krajeva ne pojavi zarez visine 0,5-2,0 mm. Nakon toga se tlak smanjuje na vrijednost od 0,2-0,5 kg/cm 2 i tako održava tijekom cijelog vremena zagrijavanja. Točne vrijednosti tlakova i trajanja grijanja nalaze se u uputama za opremu i cijevi. Referentne vrijednosti su date u gornjoj tablici. Zavarivanje PE cijevi na hladnom vremenu može zahtijevati povećanje vremena za njihovo zagrijavanje (neprihvatljivo je povećati temperaturu alata). Optimalna vrijednost vremena zagrijavanja za različite vanjske uvjete najbolje je odrediti probnim zavarivanjem na nepotrebnim rezovima cijevi.
- Nakon isteka vremena zagrijavanja, pomična stezaljka centralizatora s cijevi povlači se na razmak od 5-6 cm, ogledalo za zavarivanje se uklanja iz zone zavarivanja i cijevi se spajaju dok ne dođu u kontakt, stvaranje tlaka oborine P OS 1-3 kg/cm 2 . Istodobno se vizualno kontroliraju dimenzije i konfiguracija rezultirajućeg šiljka. Tlak oborine održava se tijekom cijelog vremena hlađenja fuge.
- Skinite cijevi iz stezaljki centralizatora.
Zahtjevi za kvalitetu zavarenih spojeva
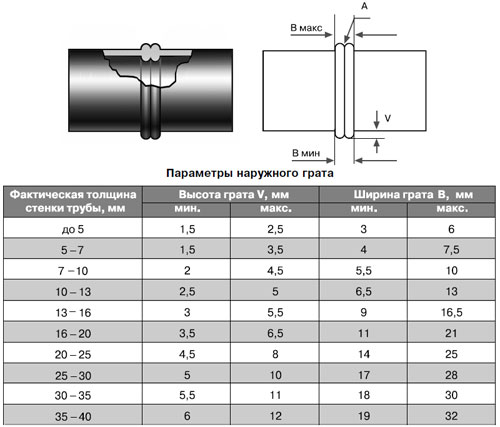
Izgled i parametri ispravno izrađenog zavarenog spoja moraju ispunjavati određene zahtjeve, uključujući sljedeće.- Dimenzije valjaka moraju odgovarati vrijednostima prikazanim na donjoj slici.
- Zrno mora biti ravnomjerno i simetrično raspoređeno po obodu zgloba.
- Međusobni pomak stijenki zavarenih cijevi u radijalnom smjeru ne smije biti veći od 10% njihove debljine.
- Udubljenje (A) između perli (linija spajanja) ne smije se nalaziti ispod vanjske površine cijevi.
- Boja bljeskalice mora biti identična boji cijevi. Prisutnost pukotina, pora i stranih inkluzija nije dopuštena.
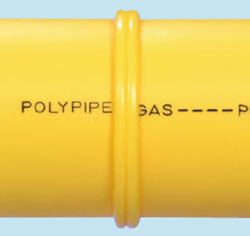
Na donjoj slici prikazan je zavar izrađen u skladu sa svim tehnološkim parametrima. Odlikuje se glatkim, simetričnim valjcima zaobljenih oblika i veličina koje ne nadilaze utvrđene vrijednosti.

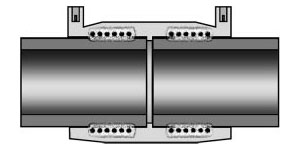
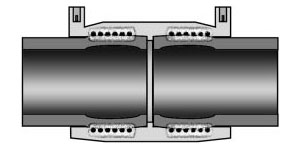
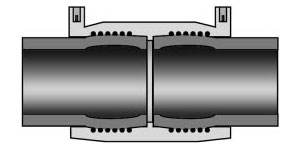
A ovako izgledaju šavovi napravljeni uz kršenje tehnologije.
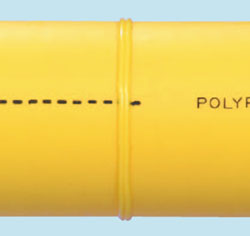
Premale dimenzije zrna ukazuju na podcjenjivanje tlaka tijekom narušavanja cijevi ili nedovoljno vrijeme zagrijavanja.
Preveliki valjci ukazuju na prekomjerno vrijeme zagrijavanja ili pretjerano visoku temperaturu grijača.
Pomicanje krajeva cijevi jedan u odnosu na drugi događa se s lošim poravnanjem ili nedostatkom fiksacije cijevi u centralizatoru.
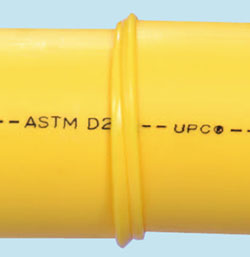
Nekvalitetno oblaganje (prisutnost razmaka između zatvorenih krajeva cijevi) dovodi do neravnomjerne raspodjele neravnina duž perimetra cijevi.
Neke značajke ugradnje polietilenskih cijevi
Kao i svi materijali, polietilenske cijevi podložne su toplinskom širenju i skupljanju. Cijevi položene u rovove i prekrivene zemljom mijenjaju dimenzije u manjoj mjeri od onih položenih na površini. Za kompenzaciju toplinskog širenja prilikom ugradnje cijevi u rovove koristi se polaganje "zmije".
Ugradnja polietilenskih cijevi mora se izvesti uzimajući u obzir smanjenje njihove fleksibilnosti pri niskim temperaturama. Ne smiju se dopustiti premali radijusi savijanja. Donja tablica prikazuje vrijednosti za minimalne dopuštene radijuse savijanja ovisno o vanjskom promjeru cijevi i temperaturi okoline.



















