Dodaj u oznake
Zavarivanje je sastavni spoj dijelova. Prilikom spajanja plastike mogu se razlikovati tri vrste zavarivanja:
- termistor;
- stražnjica;
- utičnica
Zavarivanje utičnica za polietilenske proizvode praktički se ne koristi. Prve dvije vrste imaju najveći prioritet: end-to-end i termistor.
Čeono zavarivanje polietilenskih proizvoda

Čeono zavarivanje polietilenskih proizvoda daje jak i pouzdan šav.
Ova vrsta je najčešća za ugradnju plastičnih proizvoda. To je zbog činjenice da su troškovi rada znatno jeftiniji u odnosu na druge vrste, a brzina rada je veća. Uzimajući u obzir trenutne tehnologije, spajanje dijelova omogućuje spajanje sustava promjera većeg od 800 mm.
Prednosti čeonog zavarivanja:
- jeftin trošak rada;
- brzina bez ugrožavanja kvalitete;
- mogućnost spajanja plastičnih proizvoda, u rasponu od promjera od 0,5 cm do 120 cm.
Tehnologija čeonog zavarivanja polietilenskih cijevi, uz ispravno poštivanje svih faza, određuje pouzdanost i kvalitetu spoja. Ako se upute ispravno poštuju, zavareni šav je po svojim parametrima najmanje osam puta jači od same cijevi.
Čeono zavarivanje. Glavne faze instalacije
- ugradnja i pričvršćivanje plastičnih dijelova u stezaljke;
- čišćenje konstrukcije, rezanje na potrebnu veličinu, odmašćivanje površina i izravno zavarivanje;
- cijevi za grijanje s kraja, prvo pod pritiskom, a zatim bez pritiska;
- sabijanje cijevi po osi i hlađenje gotovog spoja pod pritiskom.
Svaka faza čeonog zavarivanja ima strogo definirano značenje, što je naznačeno posebnom tablicom koja odgovara određenom promjeru i debljini stijenke cijevi. Tablica je pričvršćena na aparat za zavarivanje (uključuje upute).
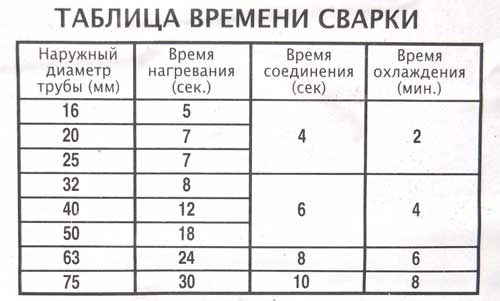
Tablica vremena zavarivanja polietilenskih cijevi ovisno o promjeru
Profesionalni zavarivači obično znaju napamet parametre glavnih korištenih promjera, ali svaki kvalificirani zavarivač ima potrebnu tablicu sa sobom.
Čeono zavarivanje i neka ograničenja:
- dijelovi koji se spajaju moraju imati istu debljinu i identičan stupanj polietilena;
- primjena je ograničena u prisutnosti skučenih uvjeta;
- barem jedna cijev mora se slobodno kretati.
S različitim stupnjevima materijala, čeono zavarivanje ne jamči potpunu pouzdanost veze. Događa se da je nemoguće izvesti ovu vrstu zavarivanja zbog neusklađenosti u dimenzijama opreme za zavarivanje. Također, kod zamjene ukopanog cjevovoda, sučeono zavarivanje nije moguće.
Termistorsko zavarivanje polietilenskih proizvoda
U nekim situacijama, osobito kada je nemoguće koristiti čeono zavarivanje, zavarivanje termistorom ili, drugim riječima, elektrofuzijsko zavarivanje, opravdano je. Zavarivanje termistorom izvodi se pomoću armatura (spojni dijelovi s električnim grijačem). Njegova je upotreba uglavnom posljedica sljedećih situacija:
- ako se gradi novi plinovod, u kojem se koriste duge cijevi, ili kada radni uvjeti ne dopuštaju čeono zavarivanje;
- ako područje na koje se polaže cjevovod ima visoku seizmičku aktivnost;
- ako se ugradnja plastičnih cijevi izvodi unutar starog cjevovoda, za popravak ili rekonstrukciju;
- ako je potrebno dodatno umetanje grana u postojeće cjevovode;
- ako cijevi imaju promjer 20 mm i debljinu stijenke od 3 mm;
- ako su uvjeti rada povećane složenosti i visoke odgovornosti.
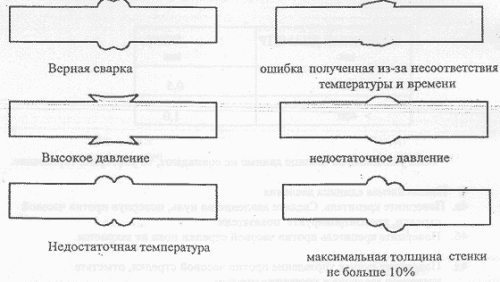
Najvjerojatnije pogreške koje se mogu pojaviti prilikom sučeonog zavarivanja cijevi
Temperatura za metodu elektrofuzije mora biti u rasponu od -10 do + 45°C. Ovaj raspon odgovara parametrima većine aparata za zavarivanje. U slučaju da temperatura ne odgovara, potrebna je ugradnja posebnih skloništa za održavanje potrebnog temperaturnog režima.
Priprema za tako ozbiljan proces kao što je elektrofuzijsko zavarivanje trebala bi uključivati sljedeće korake:
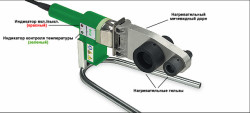
- pripremiti opremu za zavarivanje i provjeriti njezin rad;
- instalirajte stroj i pripremite mjesto zavarivanja;
- tablica će vam pomoći odabrati prave parametre za zavarivanje;
- popraviti i kalibrirati cijevi i dijelove;
- očistite i obavezno odmastite površine koje ćete zavariti.
Dva su glavna parametra zavarivanja koji zahtijevaju apsolutno precizno podešavanje:
- snaga napona primijenjenog na spiralu;
- vrijeme utrošeno na zavarivanje i hlađenje spojnice.
Ovi parametri ovise o čimbenicima kao što su tip dijela, njegov tip, proizvođač i slično. Svi ovi podaci moraju se nalaziti zajedno s opremom u posebnoj putovnici, crtični kod ili izravno na dijelu. Tablica ih također može sadržavati.
- Krajevi cijevi koji se spajaju posebno se pažljivo čiste i suše ili brišu.
- U prisutnosti masti ili ulja, površina se odmašćuje alkoholom ili drugom sličnom komponentom.
- Preporučljivo je izvaditi okovu iz pakiranja neposredno prije same ugradnje, kako bi se spriječilo da prljavština i prašina uđu u dio ili unutar njega.
- Prije početka zavarivanja cijevi se režu okomito na vlastitu uzdužnu os tako da grijaći svitak čvrsto prianja uz cijev. Ako su cijevi neravnomjerno izrezane, zavarivanje će se pokazati nekvalitetno. Krajevi rezanih cijevi ne bi trebali imati oštećenja i deformacije. Ako je to prisutno, potrebno je odvojiti cijevi posebnim uređajima na duljinu jednaku duljini spojnog dijela.
- Prilikom skidanja potrebno je osigurati da između cijevi i spojnice nema praznina. Sam okov se ne smije čistiti kako se spirala ne bi oštetila.
- Prilikom zavarivanja dio i cijev moraju biti smješteni duž iste osi kako bi se izbjeglo iskošenje. Najbolja opcija bila bi pričvrstiti cijevi pozicionerom, koji će osigurati ispravan položaj cijevi, spriječiti progib i pomicanje tijekom hlađenja šava.
- Ako se zavaruju cijevi velikog promjera, preporučljivo je koristiti graničnike ili postolje do samog hlađenja. U slučaju stvaranja ovalnosti cijevi od dugotrajnog skladištenja, cijevi se moraju vratiti u okrugli oblik. Ako se to ne može učiniti pomoću pozicionera, potrebno je koristiti kalibracijske stezaljke postavljene na udaljenosti od 15-30 mm od kraja spojnice.
- Prilikom odmašćivanja površine pričekajte dok tekućina potpuno ne ispari.
Tehnologija termistorskog zavarivanja sastoji se od sljedećih koraka:
- nakon obrade i odmašćivanja, cijevi se ubacuju u spojnicu do graničnika ili stavljaju na cijev prilikom zavarivanja sedlastih zavoja;
- pomoću pozicionera ili centralizatora popravite položaj cijevi, sprječavajući progib;
- spojite opremu za zavarivanje, promatrajući parametre napona i snage navedene u odgovarajućem dijagramu (tablica);
- osigurajte spajanje kabela za zavarivanje s izlazom grijača fitinga i postavite parametre vremena i napona zavarivanja: te su vrijednosti naznačene u shemi (tablici) crtičnog koda, a mnogi uređaji mogu samostalno čitati potrebne informacije;
- pokreće se proces automatskog zavarivanja, koji ne zahtijeva prisutnost ljudskog faktora.
Cijeli proces kontrolira sama oprema, a završetak zavarivanja fiksiran je indikatorima. Hlađenje zgloba događa se prirodno. Spojevi se zatim numeriraju pomoću boje ili markera. Montaža sedlastih grana obično se izvodi u dvije faze. Najprije je spojni dio zavaren na glavni cjevovod, a zatim se na njega zavaruje sama grana. U slučaju nekvalitetnog zavarivanja, izlaz se odbija, a u blizini se postavlja novi.
Kod korištenja sedlastih zavoja, nakon hlađenja, potrebno je glodati stijenke glavne cijevi. Uz pomoć ovog procesa spajaju se unutarnje šupljine uključenih cijevi: izlaz i glavni.
Na temelju svega navedenog, može se tvrditi da je zavarivanje HDPE cijevi nedvojbeno najpouzdanija vrsta veze. Unatoč načinu zavarivanja polietilenskih cijevi, uz kvalitetan rad i usklađenost sa svim parametrima, kvaliteta spoja ostaje konstantno visoka.



















