Lisää kirjanmerkkeihin
Hitsaus on osien kiinteä liitos. Muoveja liitettäessä voidaan erottaa kolme hitsaustyyppiä:
- termistori;
- pusku;
- pistorasia
Polyeteenituotteiden pistorasiahitsausta ei käytännössä käytetä. Kaksi ensimmäistä tyyppiä ovat ensisijaisia: päästä päähän ja termistori.
Polyeteenituotteiden puskuhitsaus

Polyeteenituotteiden puskuhitsaus antaa vahvan ja luotettavan sauman.
Tämä tyyppi on yleisin muovituotteiden asennuksessa. Tämä johtuu siitä, että työn kustannukset ovat paljon halvempia verrattuna muihin tyyppeihin ja työn nopeus on suurempi. Ottaen huomioon nykyiset tekniikat, osien telakointi mahdollistaa järjestelmien yhdistämisen, joiden halkaisija on yli 800 mm.
Päippihitsauksen edut:
- halvat työkustannukset;
- nopeus laadusta tinkimättä;
- mahdollisuus yhdistää muovituotteita, joiden halkaisija on 0,5 cm - 120 cm.
Polyeteeniputkien päittäishitsaustekniikka kaikkien vaiheiden oikealla noudattamisella määrittää liitoksen luotettavuuden ja laadun. Jos ohjeita noudatetaan oikein, on hitsisauma parametriltaan vähintään kahdeksan kertaa vahvempi kuin itse putki.
Puskuhitsaus. Asennuksen päävaiheet
- muoviosien asennus ja kiinnitys puristimiin;
- rakenteen puhdistus, leikkaus vaadittuun kokoon, pintojen rasvanpoisto ja suora hitsaus;
- lämmitysputket päästä ensin paineen alla ja sitten ilman painetta;
- putkien puristaminen akselin suuntaisesti ja valmiin liitoksen jäähdytys paineen alaisena.
Jokaisella puskuhitsauksen vaiheella on tiukasti määritelty merkitys, joka on osoitettu erityisellä taulukolla, joka vastaa putken tiettyä halkaisijaa ja seinämän paksuutta. Pöytä on kiinnitetty hitsauskoneeseen (sisältää ohjeet).
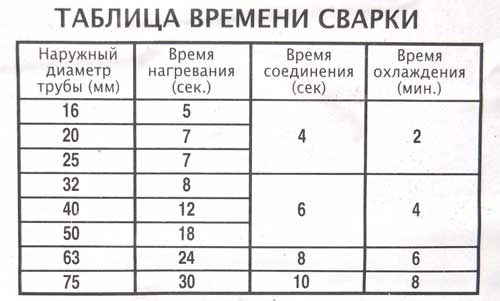
Taulukko polyeteeniputkien hitsausajoista halkaisijan mukaan
Ammattihitsaajat tietävät yleensä ulkoa käytettyjen päähalkaisijoiden parametrit, mutta jokaisella pätevällä hitsaajalla on tarvittava pöytä mukanaan.
Päippihitsaus ja joitain rajoituksia:
- liitettävien osien on oltava saman paksuisia ja samanlaatuisia polyeteeniä;
- käyttö on rajoitettua ahtaissa olosuhteissa;
- vähintään yhden putken tulee liikkua vapaasti.
Eri materiaaliluokissa päittäishitsaus ei takaa liitoksen täyttä luotettavuutta. Tapahtuu, että tämän tyyppistä hitsausta on mahdotonta suorittaa hitsauslaitteen mittojen yhteensopimattomuuden vuoksi. Myös haudattua putkistoa vaihdettaessa päittäishitsaus ei ole mahdollista.
Polyeteenituotteiden termistorihitsaus
Joissain tilanteissa, varsinkin kun päittäishitsauksen käyttö on mahdotonta, termistorihitsaus tai toisin sanoen sähköfuusiohitsaus on perusteltua. Termistorihitsaus suoritetaan liittimillä (osien yhdistäminen sähkölämmittimellä). Sen käyttö johtuu pääasiassa seuraavista tilanteista:
- jos rakennetaan uusi kaasuputki, jossa käytetään pitkiä putkia, tai kun työolosuhteet eivät salli päittähitsausta;
- jos alueella, johon putkilinja lasketaan, on korkea seisminen aktiivisuus;
- jos muoviputkien asennus suoritetaan vanhan putkiston sisällä korjausta tai jälleenrakennusta varten;
- jos haaroja on lisättävä olemassa oleviin putkiin;
- jos putkien halkaisija on 20 mm ja seinämän paksuus 3 mm;
- jos työolot ovat monimutkaisempia ja vastuullisia.
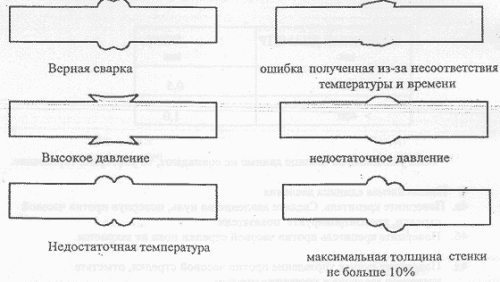
Todennäköisimmät virheet, joita voi tapahtua putkien päittäishitsauksessa
Sähköfuusiomenetelmän lämpötilan tulee olla -10 - +45°C. Tämä alue vastaa useimpien hitsauskoneiden parametreja. Jos lämpötila ei vastaa, vaaditun lämpötilajärjestelmän ylläpitämiseksi on asennettava erityiset suojat.
Valmistettaessa niin vakavaa prosessia kuin sähköfuusiohitsaus tulisi sisältää seuraavat vaiheet:
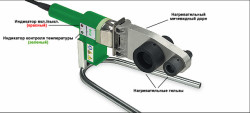
- valmistella hitsauslaitteet ja tarkistaa niiden suorituskyky;
- asenna kone ja valmistele hitsauspaikka;
- taulukko auttaa sinua valitsemaan oikeat parametrit hitsaukseen;
- kiinnitä ja kalibroi putket ja osat;
- puhdista ja muista poistaa rasva hitsattavat pinnat.
On olemassa kaksi pääasiallista hitsausparametria, jotka vaativat ehdottoman tarkan asetuksen:
- spiraaliin syötetyn jännitteen teho;
- hitsaukseen ja liittimen jäähdyttämiseen käytetty aika.
Nämä parametrit riippuvat tekijöistä, kuten osan tyypistä, sen tyypistä, sen valmistajasta ja vastaavista. Kaikki nämä tiedot on sijoitettava sovituksen mukana erityiseen passiin, viivakoodiin tai suoraan osaan. Taulukko voi myös sisältää ne.
- Liitettävät putkenpäät puhdistetaan erityisen huolellisesti ja kuivataan tai pyyhitään pois.
- Rasvan tai öljyn läsnä ollessa pinnasta poistetaan rasva alkoholilla tai muulla vastaavalla aineella.
- Hela on suositeltavaa poistaa pakkauksesta välittömästi ennen itse asennusta, jotta osaan tai sen sisään ei pääse likaa ja pölyä.
- Ennen hitsauksen aloittamista putket leikataan kohtisuoraan omaan pituusakseliinsa nähden niin, että lämmityspatteri sopii tiukasti putkeen. Jos putket leikataan epätasaisesti, hitsaus osoittautuu huonolaatuiseksi. Katkaistujen putkien päissä ei saa olla vaurioita tai muodonmuutoksia. Jos tämä on olemassa, putket on kuorittava erityisillä laitteilla pituuteen, joka on yhtä suuri kuin liitososan pituus.
- Kuorittaessa on varmistettava, ettei putken ja liittimen väliin jää rakoja. Itse liitintä ei saa puhdistaa, jotta se ei vahingoita spiraalia.
- Hitsattaessa osa ja putki tulee sijoittaa samalla akselilla vinojen välttämiseksi. Paras vaihtoehto olisi kiinnittää putket asennoittimella, joka kiinnittää putken oikean asennon, ei salli painumista ja siirtymistä sauman jäähtymisen aikana.
- Jos hitsataan halkaisijaltaan suuria putkia, on suositeltavaa käyttää pysäyttimiä tai telineitä itse jäähdytykseen asti. Mikäli putkiin muodostuu soikeaa pitkäaikaisvarastointia, putket on palautettava pyöreään muotoonsa. Jos tätä ei voida tehdä asennoittimella, on tarpeen käyttää kalibrointikiinnittimiä, jotka on asennettu 15-30 mm etäisyydelle liittimen päästä.
- Kun poistat pinnan rasvaa, odota, kunnes neste on kokonaan haihtunut.
Termistorihitsaustekniikka koostuu seuraavista vaiheista:
- käsittelyn ja rasvanpoiston jälkeen putket työnnetään liittimeen rajoittimeen tai asetetaan putkeen hitsattaessa satulan mutkia;
- kiinnitä putken asento asennoittimella tai keskittimellä estämällä putken painuminen;
- kytke hitsauslaitteet noudattaen vastaavassa kaaviossa (taulukossa) ilmoitettuja jännite- ja tehoparametreja;
- varmista hitsauskaapelin liittäminen liitoslämmittimen lähtöön ja aseta hitsausajan ja -jännitteen parametrit: nämä arvot on ilmoitettu viivakoodin kaaviossa (taulukossa), ja monet laitteet pystyvät lukemaan itsenäisesti tarvittavat tiedot;
- automaattinen hitsausprosessi aloitetaan, mikä ei vaadi inhimillisen tekijän läsnäoloa.
Laitteisto itse ohjaa koko prosessia, ja hitsauksen loppuminen vahvistetaan indikaattoreilla. Nivelen jäähtyminen tapahtuu luonnollisesti. Liitännät numeroidaan sitten maalilla tai tussilla. Satulan oksien asennus tapahtuu yleensä kahdessa vaiheessa. Ensin hitsataan liitososa pääputkistoon ja sitten itse haara hitsataan siihen. Huonolaatuisen hitsauksen tapauksessa ulostulo hylätään ja uusi asennetaan lähelle.
Käytettäessä satulan mutkia, jäähdytyksen jälkeen on tarpeen jyrsiä pääputken seinät. Tämän prosessin avulla yhdistetään mukana olevien putkien sisäiset ontelot: ulostulo ja pää.
Kaiken edellä esitetyn perusteella voidaan väittää, että HDPE-putkien hitsaus on epäilemättä luotettavin liitostyyppi. Huolimatta menetelmästä, jolla polyeteeniputket hitsataan, laadukkaalla työllä ja kaikkien parametrien noudattamisella, liitoksen laatu pysyy jatkuvasti korkeana.



















