Taiti! .. Taiti! ..
Biz heç bir Taitidə olmamışıq!
Biz burada yaxşı qidalanırıq!
© Cizgi filmi pişiyi
Diqressiya ilə giriş
Əvvəllər məişət və laboratoriya şəraitində lövhələr necə hazırlanırdı? Bir neçə yol var idi - məsələn:
- pinqvinlərlə gələcək dirijorları çəkdi;
- oyma və kəsicilərlə kəsilmiş;
- yapışan lent və ya elektrik lenti yapışdırdılar, sonra rəsm bir skalpel ilə kəsildi;
- ən sadə trafaretlər hazırlanmış, ardınca hava fırçasından istifadə edərək şəkil çəkilmişdir.
Çatışmayan elementlər rəsm qələmi ilə çəkilmiş və skalpellə retuş edilmişdir.
Bu, uzun və zəhmətli bir proses idi, “çəkmə”dən əlamətdar bədii qabiliyyət və dəqiqlik tələb edirdi. Xətlərin qalınlığı çətin ki, 0,8 mm-ə sığmır, təkrarlama dəqiqliyi yox idi, hər bir lövhə ayrı-ayrılıqda çəkilməli idi, bu, hətta çox kiçik bir partiyanın buraxılmasına çox mane olurdu. çap dövrə lövhələri(bundan sonra - PP).
Bu gün nəyimiz var?
Tərəqqi hələ də dayanmır. Radio həvəskarlarının mamont dərilərinə daş baltalarla PP çəkdiyi dövrlər unudulmuşdu. Fotolitoqrafiya üçün ictimaiyyətə açıq kimya bazarında görünməsi evdə çuxur örtüyü olmadan PP istehsalı üçün tamamilə fərqli perspektivlər açır.
Bu gün PP hazırlamaq üçün istifadə edilən kimyaya qısaca nəzər salaq.
Fotorezist
Siz maye və ya filmdən istifadə edə bilərsiniz. Bu məqalədəki film onun çatışmazlığı, PCB-yə yuvarlanma çətinlikləri və çıxışda əldə edilən çap dövrə lövhələrinin keyfiyyətinin aşağı olması səbəbindən nəzərə alınmayacaq.
Bazar təkliflərini təhlil etdikdən sonra evdə PCB istehsalı üçün optimal fotorezist kimi POSITIV 20-yə qərar verdim.
Məqsəd:
POSITIV 20 işığa həssas lakdır. Kiçik çaplı elektron lövhələrin istehsalında, mis üzərində qravüralarda, təsvirlərin müxtəlif materiallara köçürülməsi ilə bağlı işlərin aparılması zamanı istifadə olunur.
Xüsusiyyətlər:
Yüksək ekspozisiya xüsusiyyətləri ötürülən şəkillərin yaxşı kontrastını təmin edir.
Ərizə:
Kiçik həcmli istehsalda təsvirlərin şüşə, plastik, metal və s.-yə ötürülməsi ilə bağlı sahələrdə istifadə olunur. Tətbiq üsulu şüşə üzərində göstərilmişdir.
Xüsusiyyətlər:
Rəng: mavi
Sıxlıq: 20°C-də 0,87 q/sm3
Qurutma müddəti: 70°C-də 15 dəq.
Sərfiyyat: 15 l/m2
Maksimum fotohəssaslıq: 310-440nm
Fotorezistin təlimatlarında deyilir ki, o, otaq temperaturunda saxlanıla bilər və qocalmağa məruz qalmır. Tamamilə razı deyiləm! Onu sərin yerdə, məsələn, temperaturun adətən + 2 ... + 6 ° C səviyyəsində saxlandığı soyuducunun alt rəfində saxlamaq lazımdır. Ancaq heç bir halda mənfi temperaturlara icazə verməyin!
Əgər "toplu" olaraq satılan və işıq keçirməyən qablaşdırmaya malik olmayan fotorezistlərdən istifadə edirsinizsə, işıqdan qorunmağa diqqət yetirməlisiniz. Tam qaranlıqda və +2 ... + 6 ° C temperaturda saxlamaq lazımdır.
Maarifçi
Eynilə, hər zaman istifadə etdiyim TRANSPARENT 21-i ən uyğun işıqlandırıcı hesab edirəm.
Məqsəd:
Şəkillərin POSITIV 20 fotohəssas emulsiyası və ya digər fotorezist ilə örtülmüş səthlərə birbaşa ötürülməsinə imkan verir.
Xüsusiyyətlər:
Kağıza şəffaflıq verir. UV şüalarının ötürülməsini təmin edir.
Ərizə:
Çizimlərin və diaqramların konturlarını substrata tez köçürmək üçün. Çoxalma prosesini əhəmiyyətli dərəcədə sadələşdirməyə və vaxtı azaltmağa imkan verir s e xərclər.
Xüsusiyyətlər:
Rəng: şəffaf
Sıxlıq: 20°C-də 0,79 q/sm3
Qurutma müddəti: 20°C-də 30 dəq.
Qeyd:
İşıqlandırıcı ilə adi kağız əvəzinə, foto maskanı nəyə çap edəcəyimizdən asılı olaraq inkjet və ya lazer printerlər üçün şəffaf bir film istifadə edə bilərsiniz.
Fotorezist Tərtibatçı
Fotorezistin inkişafı üçün çoxlu müxtəlif həllər var.
"Maye şüşə" həlli ilə inkişaf etdirmək tövsiyə olunur. Onun kimyəvi tərkibi: Na 2 SiO 3 * 5H 2 O. Bu maddənin çoxlu üstünlükləri var. Ən vacibi odur ki, PP-ni orada həddindən artıq ifşa etmək çox çətindir - PP-ni qeyri-müəyyən bir müddətə tərk edə bilərsiniz. Həll temperaturun dəyişməsi ilə demək olar ki, xassələrini dəyişmir (temperaturun artması ilə parçalanma riski yoxdur), həm də çox uzun bir raf ömrünə malikdir - konsentrasiyası ən azı bir neçə il sabit qalır. Həlldə həddindən artıq məruz qalma probleminin olmaması, PP-nin təzahür müddətini azaltmaq üçün onun konsentrasiyasını artırmağa imkan verəcəkdir. 1 hissə konsentratı 180 hissə su ilə qarışdırmaq tövsiyə olunur (200 ml suda 1,7 q silikatdan bir qədər çox), lakin qarışığı daha konsentrasiya etmək mümkündür ki, təsvir təxminən 5 saniyə ərzində inkişaf riski olmadan inkişaf etsin. həddindən artıq məruz qalma səbəbindən səthin zədələnməsi. Natrium silikat almaq mümkün deyilsə, natrium karbonat (Na 2 CO 3) və ya kalium karbonat (K 2 CO 3) istifadə edin.
Nə birincini, nə də ikincini sınamamışam, ona görə də bir neçə ildir heç bir problem olmadan göstərdiklərimi sizə danışacağam. Mən kostik sodanın sulu bir həllindən istifadə edirəm. 1 litr soyuq su üçün - 7 qram kostik soda. NaOH yoxdursa, mən məhlulda qələvi konsentrasiyasını iki dəfə artıraraq KOH məhlulundan istifadə edirəm. Düzgün ifşa ilə inkişaf müddəti 30-60 saniyədir. 2 dəqiqədən sonra naxış görünmürsə (və ya zəif görünür) və fotorezist iş parçasından yuyulmağa başlayırsa, bu, ekspozisiya vaxtının səhv seçildiyini bildirir: onu artırmaq lazımdır. Əksinə, tez görünürsə, lakin həm işıqlandırılmış, həm də açıqlanmayan yerlər yuyulursa, ya məhlulun konsentrasiyası çox yüksəkdirsə, ya da foto maskanın keyfiyyəti aşağıdırsa (ultrabənövşəyi "qara" rəngdən sərbəst keçir): siz şablonun çap sıxlığını artırmaq lazımdır.
Mis turşusu həlləri
Çap dövrə lövhələrindən artıq mis müxtəlif aşındırıcılardan istifadə edərək həkk olunur. Evdə bunu edən insanlar arasında ammonium persulfat, hidrogen peroksid + xlorid turşusu, mis sulfat məhlulu + xörək duzu tez-tez olur.
Mən həmişə şüşə qablarda dəmir xloridlə zəhərləyirəm. Məhlulla işləyərkən diqqətli və diqqətli olmalısınız: paltar və əşyalara düşərsə, limon (limon suyu) və ya oksalat turşusunun zəif bir həlli ilə çıxarmaq çətin olan paslı ləkələr qalır.
Dəmir xloridin konsentrat məhlulunu 50-60 ° C-yə qədər qızdırırıq, iş parçasını içinə batırırıq, ucunda pambıq çubuqla şüşə çubuğu yumşaq və səylə misin daha pis həkk olunduğu yerlərə sürtürük - bu, üzərində daha bərabər aşındırmağa nail olur. PCB-nin bütün sahəsi. Sürəti bərabərləşdirməyə məcbur edilmədikdə, tələb olunan aşındırma müddəti artır və bu, nəticədə misin artıq həkk olunduğu ərazilərdə izlərin aşındırılmasına başlanmasına səbəb olur. Nəticədə əldə etmək istədiyimiz şeyə sahib deyilik. Tuzlama məhlulunun davamlı qarışdırılmasını təmin etmək çox arzu edilir.
Fotorezistin aradan qaldırılması üçün kimya
Aşındırmadan sonra artıq lazımsız fotorezisti yumaq üçün ən asan yol nədir? Təkrar sınaq və səhvdən sonra adi asetona qərar verdim. Orada olmayanda nitro boyalar üçün hər hansı bir həlledici ilə yuyuram.
Beləliklə, çap dövrə lövhəsi edirik
Yüksək keyfiyyətli PCB haradan başlayır? Düzgün:
Yüksək keyfiyyətli foto maskanın yaradılması
Onun istehsalı üçün demək olar ki, hər hansı bir müasir lazer və ya inkjet printerdən istifadə edə bilərsiniz. Bu məqalədə misin PCB-də qalmalı olduğu müsbət fotorezistdən istifadə etdiyimizi nəzərə alsaq, printer qara rəngdə olmalıdır. Mis olmayan yerdə printer heç nə çəkməməlidir. Foto maskanı çap edərkən çox vacib bir məqam: maksimum boya suvarmasını təyin etməlisiniz (printer sürücüsünün parametrlərində). Kölgəli sahələr nə qədər qara olsa, əla nəticə əldə etmək ehtimalınız bir o qədər yüksəkdir. Rəngə ehtiyac yoxdur, qara patron kifayətdir. Fotomaskanın çəkildiyi həmin proqramdan (proqramları nəzərdən keçirməyəcəyik: hər kəs özü üçün seçim etməkdə azaddır - PCAD-dan Paintbrush-a qədər), biz adi bir vərəqdə çap edirik. Çap zamanı qətnamə nə qədər yüksək olarsa və kağız nə qədər yaxşı olarsa, foto maskanın keyfiyyəti bir o qədər yüksək olar. Ən azı 600 dpi tövsiyə edirəm, kağız çox qalın olmamalıdır. Çap edərkən nəzərə alırıq ki, vərəqin boya tətbiq olunan tərəfi, şablon PP blankına yerləşdiriləcək. Əks təqdirdə, PCB keçiricilərinin kənarları bulanıq, qeyri-səlis olacaq. Mürəkkəb püskürtməli printer idisə, boyanın qurumasına icazə verin. Sonra ŞƏFFAF 21 kağızını hopdururuq, qurumağa buraxırıq və ... foto maska hazırdır.
Kağız və işıqlandırıcı əvəzinə, lazer (lazer printerdə çap edərkən) və ya inkjet (inkjet çap üçün) printerlər üçün şəffaf bir filmdən istifadə etmək mümkündür və hətta çox arzu olunur. Nəzərə alın ki, bu filmlərin qeyri-bərabər tərəfləri var: yalnız bir işləyir. Lazer çapdan istifadə edirsinizsə, çap etməzdən əvvəl bir film vərəqinin "quru işini" etməyi məsləhət görürəm - sadəcə olaraq vərəqi çapı simulyasiya edərək printerdən keçirin, lakin heç nə çap etdirməyin. Bu niyə lazımdır? Çap edərkən füzer (soba) təbəqəni qızdıracaq, bu da qaçılmaz olaraq deformasiyaya səbəb olacaqdır. Nəticədə - çıxışda PP-nin həndəsəsində bir səhv. İki tərəfli PP istehsalında bu, bütün nəticələri olan təbəqələrin uyğunsuzluğu ilə doludur ... Və "quru" qaçışın köməyi ilə təbəqəni istiləşdirəcəyik, deformasiyaya uğrayacaq və çapa hazır olacaq. şablon. Çap edərkən, təbəqə ikinci dəfə sobadan keçəcək, lakin deformasiya daha az əhəmiyyətli olacaq - dəfələrlə sınaqdan keçirilmişdir.
PCB sadədirsə, onu Russified interfeysi ilə çox rahat bir proqramda əl ilə çəkə bilərsiniz - Sprint Layout 3.0R (~650 KB).

Hazırlıq mərhələsində, həmçinin Russified sPlan 4.0 proqramında (~ 450 KB) çox böyük olmayan elektrik dövrələrini çəkmək çox rahatdır.

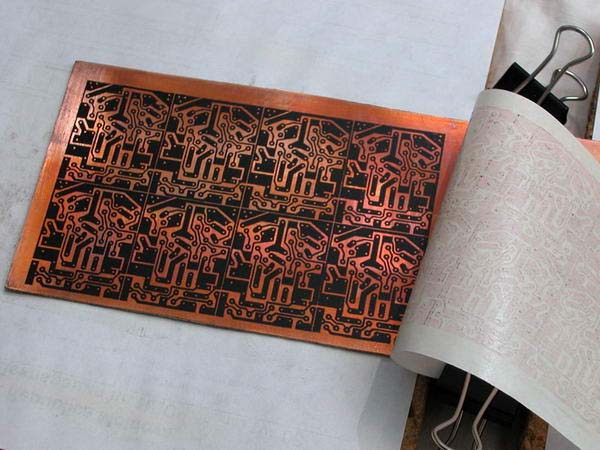
Epson Stylus Color 740 printerində çap edilmiş hazır fotomaskalar belə görünür:


Biz boyanın maksimum suvarılması ilə yalnız qara rəngdə çap edirik. Material - inkjet printerlər üçün şəffaf film.
Fotorezist tətbiqi üçün PCB səthinin hazırlanması
PP istehsalı üçün mis folqa tətbiq olunan təbəqə materialları istifadə olunur. Ən çox yayılmış variantlar mis qalınlığı 18 və 35 mikrondur. Çox vaxt evdə PP istehsalı üçün təbəqə tekstolit (bir neçə təbəqədə yapışqan ilə preslənmiş parça), fiberglas (eyni şey, lakin epoksi birləşmələri yapışqan kimi istifadə olunur) və getinax (yapışqanlı preslənmiş kağız) istifadə olunur. Daha az tez-tez - sittal və polycor (yüksək tezlikli keramika - evdə olduqca nadir hallarda istifadə olunur), floroplastik (üzvi plastik). Sonuncu yüksək tezlikli cihazların istehsalı üçün də istifadə olunur və çox yaxşı elektrik xüsusiyyətlərinə malikdir, hər yerdə və hər yerdə istifadə edilə bilər, lakin onun istifadəsi yüksək qiymətlə məhdudlaşır.
Hər şeydən əvvəl, iş parçasında dərin cızıqların, buruqların və korroziyadan təsirlənən sahələrin olmadığından əmin olmalısınız. Sonra, misi bir güzgüyə cilalamaq məsləhətdir. Xüsusilə canfəşanlıq etmədən cilalayırıq, əks halda onsuz da nazik mis təbəqəni (35 mikron) siləcəyik və ya hər halda, iş parçasının səthində müxtəlif qalınlıqlarda mis əldə edəcəyik. Və bu, öz növbəsində, fərqli bir aşındırma sürətinə səbəb olacaq: daha incə olduğu yerdə daha sürətli həkk olunur. Və lövhədə daha incə bir dirijor həmişə yaxşı deyil. Xüsusilə uzun olarsa və ondan layiqli bir cərəyan keçəcəksə. İş parçasındakı mis yüksək keyfiyyətli, günahsızdırsa, səthi yağdan təmizləmək kifayətdir.
İş parçasının səthində fotorezistin çökməsi
Lövhəni üfüqi və ya bir az meylli bir səthə yerləşdiririk və tərkibini təxminən 20 sm məsafədən aerozol paketindən tətbiq edirik.Bu vəziyyətdə ən vacib düşmənin toz olduğunu unutmayın. İş parçasının səthindəki hər bir toz zərrəsi problem mənbəyidir. Vahid bir örtük yaratmaq üçün yuxarı sol küncdən başlayaraq spreyi davamlı bir ziqzaq hərəkəti ilə püskürtün. Həddindən artıq püskürtməyin, çünki bu, arzuolunmaz zolaqlara səbəb olur və qeyri-bərabər örtük qalınlığı ilə nəticələnir və daha uzun müddətə məruz qalır. Yayda ətraf mühitin yüksək temperaturu təkrar emal tələb edə bilər və ya buxarlanma itkilərini azaltmaq üçün daha qısa məsafədən çiləmə tələb oluna bilər. Püskürtmə zamanı qutunu güclü şəkildə əyməyin - bu, yanacaq qazının artmasına səbəb olur və nəticədə aerozol hələ də fotorezist olsa da, işləməyi dayandıra bilər. Fotorezistin sprey örtüyü ilə qeyri-qənaətbəxş nəticələr əldə etsəniz, spin örtükdən istifadə edin. Bu vəziyyətdə, fotorezist 300-1000 rpm-lik bir sürücü ilə fırlanan bir masaya quraşdırılmış bir lövhəyə tətbiq olunur. Kaplamanı bitirdikdən sonra lövhə güclü işığa məruz qalmamalıdır. Kaplamanın rənginə görə tətbiq olunan təbəqənin qalınlığını təxminən müəyyən edə bilərsiniz:
- açıq boz mavi - 1-3 mikron;
- tünd boz mavi - 3-6 mikron;
- mavi - 6-8 mikron;
- tünd mavi - 8 mikrondan çox.
Mis üzərində örtünün rəngi yaşılımtıl rəngə malik ola bilər.
İş parçasının üzərindəki örtük nə qədər incə olarsa, nəticə bir o qədər yaxşı olar.
Mən həmişə sentrifuqada fotorezist tətbiq edirəm. Mənim sentrifuqamda fırlanma sürəti 500-600 rpm-dir. Bərkitmə sadə olmalıdır, sıxma yalnız iş parçasının uclarında aparılır. İş parçasını düzəldirik, sentrifuqanı işə salırıq, iş parçasının mərkəzinə sprey edirik və fotorezistin nazik bir təbəqədə səthə necə yayıldığını müşahidə edirik. Mərkəzdənqaçma qüvvələri tərəfindən, artıq fotorezist gələcək PP-dən atılacaq, buna görə iş yerini donuz ahırına çevirməmək üçün qoruyucu bir divar təmin etməyi məsləhət görürəm. Mən adi bir tavadan istifadə edirəm, dibində mərkəzdə bir çuxur hazırlanır. Elektrik mühərrikinin oxu bu çuxurdan keçir, onun üzərində iki alüminium relsdən xaç şəklində bir montaj platforması quraşdırılıb, onun boyunca iş parçasının qısqacının qulaqları "axır". Qulaqlar qanad qayka ilə relsə sıxışdırılmış alüminium künclərdən hazırlanır. Niyə alüminium? Kiçik xüsusi çəkisi və nəticədə, fırlanma kütləsinin mərkəzi sentrifuqa oxunun fırlanma mərkəzindən kənara çıxdıqda daha az qaçış. İş parçası nə qədər dəqiq mərkəzləşsə, kütlənin eksantrikliyi ilə daha az döyülmə baş verəcək və sentrifuqanı bazaya sərt şəkildə bərkitmək üçün bir o qədər az səy tələb olunacaq.
Fotorezist tətbiq edildi. 15-20 dəqiqə qurumağa icazə verin, iş parçasını çevirin, ikinci tərəfdən bir təbəqə tətbiq edin. Qurumaq üçün başqa 15-20 dəqiqə veririk. Birbaşa günəş işığının və iş parçasının işləyən tərəflərindəki barmaqların qəbuledilməz olduğunu unutmayın.
İş parçasının səthində fotorezistin qaralması
İş parçasını sobaya yerləşdiririk, tədricən temperaturu 60-70 ° C-ə çatdırırıq. Bu temperaturda 20-40 dəqiqə saxlayırıq. İş parçasının səthlərinə heç bir şey toxunmaması vacibdir - yalnız uclara toxunmağa icazə verilir.
İş parçasının səthlərində yuxarı və aşağı fotomaskaların düzülməsi
Fotomaskaların hər birində (yuxarı və aşağı) işarələr olmalıdır, buna görə iş parçasında 2 deşik edilməlidir - təbəqələrə uyğun olmalıdır. İşarələr bir-birindən nə qədər uzaq olsa, hizalanma dəqiqliyi bir o qədər yüksək olar. Mən onları adətən şablonlar arasında diaqonal olaraq yerləşdirirəm. İş parçasındakı bu işarələrdən istifadə edərək, bir qazma maşını istifadə edərək, ciddi şəkildə 90 ° -də iki deşik qazırıq (deliklər nə qədər incə olsa, hizalanma daha dəqiqdir - mən 0,3 mm-lik bir qazma istifadə edirəm) və şablonları onlar boyunca birləşdirin, unutmadan Şablon çap olunmuş tərəfin fotorezistinə tətbiq edilməlidir. Şablonları nazik eynəklərlə iş parçasına basırıq. Kvars eynəklərindən istifadə etmək üstünlük təşkil edir - onlar ultrabənövşəyi şüaları daha yaxşı ötürürlər. Plexiglas (plexiglass) daha yaxşı nəticələr verir, lakin o, xoşagəlməz cızma xüsusiyyətinə malikdir və bu, qaçılmaz olaraq PP-nin keyfiyyətinə təsir edəcəkdir. Kiçik PCB ölçüləri üçün CD qablaşdırmasının şəffaf örtüyündən istifadə edə bilərsiniz. Belə eynəklər olmadıqda, ekspozisiya müddətini artıraraq adi pəncərə şüşəsi də istifadə edilə bilər. Fotomaskaların iş parçasına bərabər şəkildə oturmasını təmin edərək şüşənin bərabər olması vacibdir, əks halda hazır PCB-də yüksək keyfiyyətli iz kənarları əldə etmək mümkün olmayacaqdır.

Pleksiglasın altında foto maskası olan blank. CD-nin altındakı qutudan istifadə edirik.
Ekspozisiya (alov)
Ekspozisiya üçün tələb olunan vaxt fotorezist təbəqənin qalınlığından və işıq mənbəyinin intensivliyindən asılıdır. POSITIV 20 fotorezist lak ultrabənövşəyi şüalara həssasdır, maksimum həssaslıq dalğa uzunluğu 360-410 nm olan sahəyə düşür.
Radiasiya diapazonu spektrin ultrabənövşəyi bölgəsində olan lampaların altında ifşa etmək ən yaxşısıdır, lakin belə bir lampa yoxdursa, məruz qalma müddətini artırmaqla adi güclü közərmə lampalarından da istifadə edə bilərsiniz. Mənbədən gələn işıq sabitləşənə qədər işıqlandırmaya başlamayın - lampanın 2-3 dəqiqə istiləşməsi lazımdır. Ekspozisiya müddəti örtünün qalınlığından asılıdır və işıq mənbəyi 25-30 sm məsafədə yerləşdikdə adətən 60-120 saniyə təşkil edir.İstifadə olunan şüşə lövhələr ultrabənövşəyi şüaların 65%-ə qədərini udur, ona görə də belə hallarda məruz qalma müddətini artırmaq lazımdır. Ən yaxşı nəticələr şəffaf pleksiglas plitələrlə əldə edilir. Uzun raf ömrü ilə fotorezistdən istifadə edərkən, ifşa müddətini iki dəfə artırmaq lazım ola bilər - unutmayın: fotorezistlər qocalmağa məruz qalır!
Müxtəlif işıq mənbələrindən istifadə nümunələri:


UV lampaları
Hər tərəfi növbə ilə ifşa edirik, ifşa etdikdən sonra blankı qaranlıq yerdə 20-30 dəqiqə dayanmasına icazə veririk.
Açıq iş parçasının inkişafı
NaOH (kostik soda) həllində inkişaf edirik - ətraflı məlumat üçün məqalənin əvvəlinə baxın - 20-25 ° C bir həll temperaturunda. 2 dəqiqəyə qədər heç bir təzahür yoxdursa - kiçik haqqında təsir vaxtı. Yaxşı görünürsə, lakin faydalı sahələr də yuyulursa - məhlulla çox ağıllısınız (konsentrasiya çox yüksəkdir) və ya bu radiasiya mənbəyi ilə məruz qalma müddəti çox uzundur və ya foto maskası keyfiyyətsizdir - kifayət qədər doymamış çap edilmiş qara rəng ultrabənövşəyi işığın iş parçasını işıqlandırmasına imkan verir.
İnkişaf edərkən, mən həmişə çox diqqətlə, səy göstərmədən, məruz qalmış fotorezistin yuyulmalı olduğu yerlərdə bir şüşə çubuqda bir pambıq çubuqla "yuvarlayıram" - bu prosesi sürətləndirir.
İş parçasının qələvidən və aşınmış məruz qalmış fotorezistin qalıqlarından yuyulması
Mən bunu kranın altında edirəm - adi kran suyu.
Qaranlıq fotorezist
İş parçasını sobaya yerləşdiririk, temperaturu tədricən qaldırırıq və 60-100 ° C temperaturda 60-120 dəqiqə saxlayırıq - naxış güclü və möhkəm olur.
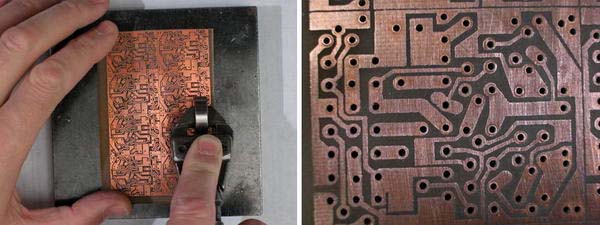
İnkişaf keyfiyyətinin yoxlanılması
Qısa müddətə (5-15 saniyə ərzində) iş parçasını 50-60 ° C temperaturda qızdırılan dəmir xloridin bir həllinə batırırıq. Tez axan su ilə yuyun. Fotorezistin olmadığı yerlərdə misin intensiv aşındırılması başlayır. Fotorezist təsadüfən bir yerdə qalıbsa, onu diqqətlə mexaniki olaraq çıxarın. Bunu optika (lehimləmə eynəkləri, loupes) ilə silahlanmış adi və ya oftalmik skalpel ilə etmək rahatdır. a saatsaz, ilmə aştativdə, mikroskopda).
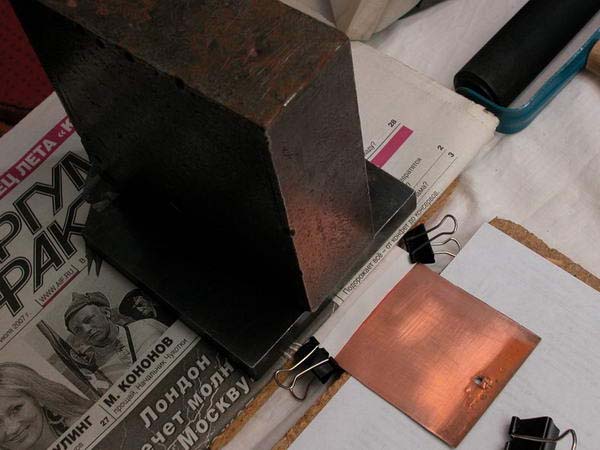
Oyma
Biz 50-60 ° C temperaturda dəmir xloridin konsentratlı bir həllində turşu edirik. Tuzlama məhlulunun davamlı dövriyyəsini təmin etmək arzu edilir. Pis işlənmiş yerləri bir şüşə çubuqda pambıq çubuqla yumşaq bir şəkildə "masaj edirik". Dəmir xlorid təzə hazırlanırsa, duzlama müddəti adətən 5-6 dəqiqədən çox olmur. İş parçasını axan su ilə yuyuruq.


Lövhə həkk olunub
Dəmir xloridin konsentratlı məhlulunu necə hazırlamaq olar? FeCl 3-ü bir az (40 ° C-yə qədər) qızdırılan suda həll etməyi dayandırana qədər həll edirik. Məhlulu süzün. Qaranlıq, sərin yerdə, möhürlənmiş qeyri-metal qablaşdırmada - məsələn, şüşə butulkalarda saxlamaq lazımdır.
Arzuolunmaz fotorezistin çıxarılması
Fotorezisti izlərdən aseton və ya nitro boyalar və nitro emallar üçün həlledici ilə yuyuruq.
Delik qazma
Fotomaskada gələcək çuxurun nöqtəsinin diametrini daha sonra qazmaq üçün rahat olacağı şəkildə seçmək məsləhətdir. Məsələn, 0,6-0,8 mm tələb olunan çuxur diametri ilə fotomaskadakı nöqtə diametri təxminən 0,4-0,5 mm olmalıdır - bu halda qazma yaxşı mərkəzləşəcəkdir.
Volfram karbid örtüklü matkaplardan istifadə etmək məqsədəuyğundur: HSS matkapları çox tez köhnəlir, baxmayaraq ki, poladdan böyük diametrli tək deliklərin (2 mm-dən çox) qazılması üçün istifadə edilə bilər, çünki bu diametrli volfram karbidlə örtülmüş matkaplar çox bahalıdır. Diametri 1 mm-dən az olan delikləri qazarkən, şaquli maşından istifadə etmək daha yaxşıdır, əks halda matkaplarınız tez qırılacaq. Əl qazma ilə qazırsınızsa, təhriflər qaçılmazdır, bu da təbəqələr arasında deliklərin qeyri-dəqiq birləşməsinə səbəb olur. Şaquli qazma maşınında aşağıya doğru hərəkət alətin yüklənməsi baxımından ən optimaldır. Karbid matkapları standart ölçüyə (adətən 3,5 mm) malik olan sərt (yəni, qazma çuxurun diametrinə tam uyğun gəlir) və ya qalın (bəzən "turbo" adlanır) sapla hazırlanır. Karbidlə örtülmüş matkaplarla qazarkən, PCB-ni möhkəm bir şəkildə düzəltmək vacibdir, çünki belə bir qazma yuxarıya doğru hərəkət edərkən PCB-ni qaldıra, perpendikulyarlığı əyərək və lövhənin bir hissəsini qopara bilər.
Kiçik diametrli matkaplar adətən ya çənəyə (müxtəlif ölçülü) və ya üç çənəli çənəyə daxil edilir. Dəqiq fiksasiya üçün üç çənəli çəngəl ən yaxşı seçim deyil və kiçik bir qazma ölçüsü (1 mm-dən az) yaxşı tutuşunu itirərək tez bir zamanda sıxaclarda yivlər açır. Buna görə də, diametri 1 mm-dən az olan matkaplar üçün bir çəngəl istifadə etmək daha yaxşıdır. İstənilən halda, hər ölçü üçün ehtiyat kolletlərdən ibarət əlavə dəst alın. Bəzi ucuz matkaplar plastik penslərlə hazırlanır - onları atın və metal olanları alın.
Qəbul edilən dəqiqliyi əldə etmək üçün iş yerini düzgün təşkil etmək lazımdır, yəni ilk növbədə qazma zamanı lövhənin yaxşı işıqlandırılmasını təmin etmək lazımdır. Bunu etmək üçün, bir mövqe seçə bilmək üçün (sağ tərəfi işıqlandırın) bir ştativə əlavə edərək, bir halogen lampadan istifadə edə bilərsiniz. İkincisi, prosesə daha yaxşı vizual nəzarət etmək üçün iş səthini tezgahın üstündən təxminən 15 sm yuxarı qaldırın. Qazma prosesi zamanı toz və çipləri təmizləmək yaxşı olardı (adi bir elektrik süpürgəsindən istifadə edə bilərsiniz), lakin bu lazım deyil. Qeyd etmək lazımdır ki, qazma zamanı yaranan fiberglas tozları çox kostikdir və dəri ilə təmasda olduqda dərinin qıcıqlanmasına səbəb olur. Və nəhayət, işləyərkən, qazma maşınının ayaq keçidindən istifadə etmək çox rahatdır.
Tipik deşik ölçüləri:
- kanallar - 0,8 mm və ya daha az;
- inteqral sxemlər, rezistorlar və s. - 0,7-0,8 mm;
- böyük diodlar (1N4001) - 1,0 mm;
- kontakt yastıqları, trimmerlər - 1,5 mm-ə qədər.
Diametri 0,7 mm-dən az olan deliklərdən qaçınmağa çalışın. Həmişə ən azı 0,8 mm və ya daha az iki ehtiyat qazma saxlayın, çünki onlar həmişə təcili sifariş vermək lazım olan anda qırılır. 1 mm və daha böyük matkaplar daha etibarlıdır, baxmayaraq ki, onlar üçün ehtiyat hissələrin olması yaxşı olardı. İki eyni lövhə hazırlamaq lazım olduqda, vaxta qənaət etmək üçün onları eyni anda qaza bilərsiniz. Bu vəziyyətdə, PCB-nin hər küncünün yaxınlığında yastığın mərkəzində çox diqqətlə deliklər qazmaq lazımdır və böyük lövhələr üçün mərkəzə yaxın olan deliklər. Lövhələri bir-birinin üstünə qoyun və iki əks küncdəki 0,3 mm mərkəzləşdirmə deşiklərindən və sancaqlar kimi dirək kimi istifadə edərək, lövhələri bir-birinə qarşı bərkidin.
Lazım gələrsə, daha böyük diametrli matkaplarla deliklər düzəldə bilərsiniz.
PP üzərində mis qalaylama
PCB-də izləri şüalandırmaq lazımdırsa, bir lehimləmə dəmiri, yumşaq aşağı əriyən lehim, spirt-rozin axını və koaksial kabel örgüsü istifadə edə bilərsiniz. Böyük həcmdə, onlar fluxların əlavə edilməsi ilə aşağı temperaturlu lehimlərlə doldurulmuş küvetlərdə qalaylanır.
Qalaylama üçün ən məşhur və sadə ərimə ərimə nöqtəsi 93-96 ° C olan aşağı əriyən "Qızılgül" (qalay - 25%, qurğuşun - 25%, vismut - 50%) ərintisidir. Lövhə maşa ilə maye ərimə səviyyəsinin altına 5-10 saniyə qoyulur və onu çıxardıqdan sonra bütün mis səthinin bərabər şəkildə örtülməsi yoxlanılır. Lazım gələrsə, əməliyyat təkrarlanır. Lövhəni ərimədən çıxardıqdan dərhal sonra onun qalıqları ya rezin silgi ilə, ya da sıxacda tutaraq lövhənin müstəvisinə perpendikulyar istiqamətdə kəskin silkələməklə çıxarılır. Gül ərintisi qalıqlarını çıxarmağın başqa bir yolu, taxtanı sobada qızdırmaq və silkələməkdir. Mono-qalın bir örtük əldə etmək üçün əməliyyat təkrarlana bilər. İsti ərimənin oksidləşməsinin qarşısını almaq üçün qalay çəninə qliserin əlavə edilir ki, onun səviyyəsi əriməni 10 mm əhatə etsin. Proses bitdikdən sonra lövhə axan suda qliserindən yuyulur. Diqqət! Bu əməliyyatlar yüksək temperaturun təsiri altında olan qurğular və materiallarla işləməyi əhatə edir, buna görə də yanıqların qarşısını almaq üçün qoruyucu əlcəklər, gözlüklər və önlüklərdən istifadə etmək lazımdır.
Qalay qurğuşunun qalaylama əməliyyatı eyni şəkildə davam edir, lakin daha yüksək ərimə temperaturu sənətkarlıq istehsalında bu üsulun əhatə dairəsini məhdudlaşdırır.
Qalaydan sonra lövhəni axmadan təmizləməyi və hərtərəfli yağdan təmizləməyi unutmayın.
Böyük bir istehsalınız varsa, kimyəvi qalaydan istifadə edə bilərsiniz.
Qoruyucu maskanın tətbiqi
Qoruyucu maskanın tətbiqi ilə əməliyyatlar yuxarıda yazılanların hamısını təkrarlayır: biz fotorezist tətbiq edirik, qururuq, qaralırıq, maskaların fotomaskalarını mərkəzləşdiririk, ifşa edirik, inkişaf etdiririk, yuyuruq və yenidən qaralırıq. Əlbəttə ki, biz inkişaf keyfiyyətinin yoxlanılması, aşındırma, fotorezistin çıxarılması, qalaylama və qazma ilə addımları atlayırıq. Ən sonunda maskanı təxminən 90-100 ° C temperaturda 2 saat qaralayırıq - şüşə kimi güclü və sərt olacaq. Yaranan maska PCB-nin səthini xarici təsirlərdən qoruyur və əməliyyat zamanı nəzəri olaraq mümkün olan qısa qapanmalardan qoruyur. Avtomatik lehimləmədə də mühüm rol oynayır - lehimin qonşu hissələrə "oturmasına" imkan vermir, onları bağlamır.
Budur, maskalı iki tərəfli çap elektron lövhəsi hazırdır.
Yolların eni və aralarındakı addımı 0,05 mm (!) qədər bu şəkildə PP düzəltməli oldum. Ancaq bu bir zərgərlik parçasıdır. Və çox səy göstərmədən, bir yol eni və aralarında 0,15-0,2 mm bir addım olan PP edə bilərsiniz.
Mən fotoşəkillərdə göstərilən lövhəyə maska vurmadım - belə bir ehtiyac yox idi.


Üzərində komponentlərin quraşdırılması prosesində çap edilmiş elektron lövhə
Proqramın hazırlandığı cihazın özü də budur:

Bu, mobil xidmətlərin qiymətini 2-10 dəfə azaltmağa imkan verən mobil telefon körpüsüdür - bunun üçün PP ilə məşğul olmağa dəyərdi;). Lehimli komponentləri olan PCB stenddədir. Əvvəllər cib telefonlarının batareyaları üçün adi bir şarj cihazı var idi.
əlavə informasiya
Delikli örtük
Evdə, hətta deşikləri metallaşdıra bilərsiniz. Bunun üçün çuxurların daxili səthi gümüş nitratın (lapis) 20-30% həlli ilə müalicə olunur. Sonra səth bir silecek ilə təmizlənir və lövhə işıqda qurudulur (UV lampasından istifadə edə bilərsiniz). Bu əməliyyatın mahiyyəti ondan ibarətdir ki, işığın təsiri altında gümüş nitrat parçalanır və gümüşün daxilolmaları lövhədə qalır. Bundan sonra, mis məhluldan kimyəvi olaraq çökdürülür: mis sulfat (mis sulfat) - 2 q, natrium hidroksid - 4 q, ammonyak 25% - 1 ml, qliserin - 3,5 ml, formalin 10% - 8-15 ml, su - 100 ml. Hazırlanmış həllin raf ömrü çox qısadır - istifadə etməzdən əvvəl dərhal hazırlamaq lazımdır. Mis qoyulduqdan sonra lövhə yuyulur və qurudulur. Qat çox nazik alınır, onun qalınlığı sinklənmə ilə 50 mikrona qədər artırılmalıdır.
Mis örtük üçün elektrokaplama həlli:
1 litr su üçün 250 q mis sulfat (mis sulfat) və 50-80 q konsentratlı sulfat turşusu. Anod örtüləcək hissəyə paralel olaraq asılmış mis lövhədir. Gərginlik 3-4 V, cərəyan sıxlığı - 0,02-0,3 A / sm 2, temperatur - 18-30 ° C olmalıdır. Cari nə qədər aşağı olarsa, metallaşma prosesi bir o qədər yavaş olur, lakin nəticədə örtük daha yaxşıdır.

Metalizasiyanın çuxurda göründüyü çap dövrə lövhəsinin parçası
Evdə hazırlanmış fotorezistlər
Jelatin və kalium bikromat əsasında fotorezist:
Birinci həll: 60 ml qaynadılmış suya 15 q jelatin tökün və 2-3 saat şişməyə buraxın. Jelatinin şişməsindən sonra konteyneri jelatin tamamilə həll olunana qədər 30-40 ° C temperaturda su banyosuna qoyun.
İkinci məhlul: 40 ml qaynadılmış suda 5 q kalium dikromatı (xrom zirvəsi, parlaq narıncı toz) həll edin. Aşağı mühit işığında həll edin.
İkincisini güclü qarışdırmaqla birinci məhlula tökün. Yaranan qarışığa saman rəngi alınana qədər bir pipetlə bir neçə damcı ammonyak əlavə edin. Foto emulsiya hazırlanmış lövhəyə çox zəif işıqda tətbiq olunur. Lövhə otaq temperaturunda tam qaranlıqda "yapışmaq" üçün quruyur. Ekspozisiyadan sonra, aşınmamış jelatin çıxarılana qədər lövhəni aşağı yayılmış işıqda isti axan suda yuyun. Nəticəni daha yaxşı qiymətləndirmək üçün, kalium permanganatın bir həlli ilə təmizlənməmiş jelatin ilə sahələri ləkələyə bilərsiniz.
Təkmil Evdə Fotorezist:
Birinci həll: 17 q ağac yapışqan, 3 ml ammonyakın sulu həlli, 100 ml su, bir gün şişməyə buraxın, sonra tamamilə həll olunana qədər 80 ° C-də su banyosunda qızdırın.
İkinci məhlul: 2,5 q kalium dikromat, 2,5 q ammonium dikromat, 3 ml sulu ammonyak məhlulu, 30 ml su, 6 ml spirt.
Birinci məhlul 50°C-ə qədər soyuduqda, ikinci məhlulu güclü qarışdırmaqla içinə tökün və yaranan qarışığı süzün ( bu və sonrakı əməliyyatlar qaranlıq otaqda aparılmalıdır, günəş işığı qəbuledilməzdir!). Emulsiya 30-40°C temperaturda tətbiq edilir. Daha sonra - ilk reseptdə olduğu kimi.
Ammonium dikromat və polivinil spirt əsasında fotorezist:
Biz həll hazırlayırıq: polivinil spirti - 70-120 q / l, ammonium dikromat - 8-10 q / l, etil spirti - 100-120 q / l. Parlaq işıqdan çəkinin! 2 qat tətbiq olunur: birinci qat - 30-45°C-də 20-30 dəqiqə qurudulur - ikinci qat - 35-45°C-də 60 dəqiqə qurudulur. Tərtibatçı etil spirtinin 40% həllidir.
Kimyəvi qalaylama
Yaranan mis oksidi çıxarmaq üçün ilk növbədə lövhənin başı kəsilməlidir: 2-3 saniyə 5% xlorid turşusu məhlulunda, sonra axan suda yuyulur.
Lövhəni qalay xlorid olan sulu bir məhlula batırmaqla sadəcə kimyəvi qalaylama aparmaq kifayətdir. Mis örtüyünün səthində qalayın buraxılması, mis potensialının örtük materialından daha çox elektronegativ olduğu qalay duzunun bir həllinə batırıldığı zaman baş verir. Potensialın istənilən istiqamətdə dəyişməsi qalay duzunun məhluluna kompleksləşdirici əlavənin, tiokarbamidin (tiokarbamid) daxil edilməsi ilə asanlaşdırılır. Bu tip məhlullar aşağıdakı tərkibə malikdir (q/l):
Sadalanan məhlullar arasında 1 və 2-ci məhlullar ən çox yayılmışdır.Bəzən 1-ci məhlul üçün səthi aktiv maddə kimi, 1 ml/l miqdarında Progress yuyucu vasitənin istifadəsi təklif olunur. 2-ci məhlula 2-3 q/l vismut nitratın əlavə edilməsi tərkibində 1,5%-ə qədər vismut olan ərintinin çökməsinə gətirib çıxarır ki, bu da örtünün lehimləmə qabiliyyətini yaxşılaşdırır (yaşlanmanın qarşısını alır) və lehimləmədən əvvəl saxlama müddətini xeyli artırır. bitmiş PP-nin komponentləri.
Səthi qorumaq üçün fluxing kompozisiyalarına əsaslanan aerozol spreyləri istifadə olunur. Quruduqdan sonra iş parçasının səthinə tətbiq olunan lak oksidləşmənin qarşısını alan güclü, hamar bir film meydana gətirir. Məşhur maddələrdən biri də Cramolin-dən "SOLDERLAC"dır. Sonrakı lehimləmə, əlavə lak çıxarılmadan birbaşa işlənmiş səthdə aparılır. Lehimləmənin xüsusilə kritik hallarda, lak spirt həlli ilə çıxarıla bilər.
Süni qalay məhlulları zaman keçdikcə pisləşir, xüsusən də havaya məruz qaldıqda. Buna görə də, tez-tez böyük sifarişləriniz yoxdursa, dərhal lazımi miqdarda PP-ni qalaylamaq üçün kifayət qədər az miqdarda havan hazırlamağa çalışın və havanın qalan hissəsini qapalı bir qabda (fotoşəkillərdə istifadə olunan şüşələr kimi) saxlamağa çalışın. havanın keçməsi idealdır). Məhlulu çirklənmədən qorumaq da lazımdır ki, bu da maddənin keyfiyyətini xeyli pisləşdirə bilər.
Sonda demək istəyirəm ki, hazır fotorezistlərdən istifadə etmək və evdə metalizasiya deşikləri ilə narahat olmamaq daha yaxşıdır - hələ də əla nəticələr əldə etməyəcəksiniz.
Kimya elmləri namizədinə çox sağ olun Filatov İqor Evgenieviç kimya ilə bağlı məsələlərdə məsləhət üçün.
Mən də öz minnətdarlığımı bildirmək istəyirəm İqor Çudakov.
Aşağıdakı tipli zavod çörək lövhəsi var:
Mən onu iki səbəbə görə sevmirəm:
1) Hissələri quraşdırarkən əvvəlcə radio komponentini qoymaq, sonra dirijoru lehimləmək üçün daim irəli-geri dönməlisiniz. Masada qeyri-sabit davranır.
2) Söküldükdən sonra deliklər lehimlə dolu qalır, lövhənin növbəti istifadəsindən əvvəl onlar təmizlənməlidir.
İnternetdə öz əllərinizlə və mövcud materiallardan edə biləcəyiniz müxtəlif növ çörək lövhələri üçün axtarış etdikdən sonra bir neçə maraqlı variantla qarşılaşdım, onlardan birini təkrarlamaq qərarına gəldim.
Seçim nömrəsi 1
Forumdan sitat: « Məsələn, mən uzun illərdir ki, bu evdə hazırlanmış çörək lövhələrindən istifadə edirəm. Onlar mis sancaqların pərçimləndiyi bir fiberglas parçasından yığılmışdır. Belə sancaqlar ya radio bazarında satın alına bilər, ya da diametri 1,2-1,3 mm olan mis teldən özünüz edilə bilər. İncə sancaqlar çox əyilir və qalın sancaqlar lehimləmə zamanı çox istilik alır. Bu "dummy" ən köhnəlmiş radio elementlərini təkrar istifadə etməyə imkan verir. Əlaqələr ən yaxşı MGTF flüoroplastik izolyasiyasında bir tel ilə aparılır. Sonra bir dəfə bitənlər ömür boyu davam edəcək.
Düşünürəm ki, bu seçim mənə ən uyğun gəlir. Amma fiberglas və hazır mis sancaqlar mövcud deyil, ona görə də bunu bir az fərqli edəcəyəm.
Teldən mis tel çıxarıldı:

İzolyasiyanı təmizlədim və sadə bir məhdudlaşdırıcı istifadə edərək eyni uzunluqda sancaqlar düzəltdim:

Pin diametri - 1 mm.

Lövhənin əsasını kontrplak qalınlığı götürdü 4 mm (qalın, sancaqlar daha güclü olacaq):

İşarələmə ilə əziyyət çəkməmək üçün kontrplak üzərinə astarlı kağızı yapışan lentlə yapışdırdım:

Və bir meydança ilə qazılmış deliklər 10 mm qazma diametri 0,9 mm:

Hətta sıra deşiklər alırıq:

İndi sancaqları çuxurlara vurmaq lazımdır. Çuxurun diametri pin diametrindən kiçik olduğundan, əlaqə sıx olacaq və pin kontrplakda sıx şəkildə sabitlənəcəkdir.

Kontrplakın altındakı sancaqlar sürərkən, bir metal təbəqə qoymaq lazımdır. Sancaqlar yüngül hərəkətlərlə tıxanır və səs dəyişdikdə, bu, pin vərəqə çatdığını bildirir.
Lövhənin tərpənməməsi üçün ayaqları düzəldirik:

Biz yapışdırırıq:

Çörək lövhəsi hazırdır!
Eyni üsuldan istifadə edərək, səthə montaj üçün bir lövhə edə bilərsiniz (İnternetdən fotoşəkil, radio):

Aşağıda, tamlıq üçün İnternetdə tapılan bir neçə uyğun dizaynı verəcəyəm.
Seçim nömrəsi 2Metal başlı itələyicilər lövhənin bir hissəsinə vurulur:

Yalnız onları qalaylamaq qalır. Mis örtüklü düymələr problemsiz, lakin polad olanlarla konservləşdirilmişdir. 
Evdə hazırlanmış çap dövrə lövhəsi
Lazer ütüləmə texnologiyasından istifadə edərək evdə çap dövrə lövhəsini necə etmək olar. Bu, tonerin kağızdan gələcək çap dövrə lövhəsinin metalizasiya səthinə istilik ötürülməsinə aiddir.
Mən dəfələrlə lazer ütüləmə texnologiyasından istifadə edərək çap dövrə lövhəsi düzəltməyə çalışdım, lakin heç vaxt etibarlı, asanlıqla təkrarlana bilən nəticə əldə edə bilmədim. Bundan əlavə, bir lövhə istehsal edərkən, mənə 0,5 mm-dən çox olmayan təmas yastiqlərində həkk olunmuş deliklər lazımdır. Sonradan, 0,75 mm diametrli bir qazmağı mərkəzləşdirmək üçün qazma zamanı istifadə edirəm.
Evlilik yolların eninin yerdəyişməsi və ya dəyişməsi şəklində, həmçinin kağızı çıxardıqdan sonra mis folqa üzərində qalan tonerin qeyri-bərabər qalınlığında özünü göstərir. Bundan əlavə, aşındırmadan əvvəl kağızı çıxararkən, tonerdəki hər bir dəliyi sellüloza qalıqlarından təmizləmək problemlidir. Nəticədə, çap dövrə lövhəsini aşındırarkən, yalnız əksini etməklə qarşısını almaq mümkün olan əlavə çətinliklər var. http://oldoctober.com/az/
Güman edirəm ki, evliliyin səbəbi belədir.
Yüksək temperatura qədər qızdırılan kağız əyilməyə başlayır. Folqa fiberglasın temperaturu həmişə bir qədər aşağı olsa da. Toner folqa qismən bərkidilir, lakin kağız tərəfində əriyib qalır. Kağız əyildikdə, keçiricilərin orijinal formasını dəyişir və dəyişir.
Əvvəlcə xəbərdar etmək istəyirəm ki, texnologiya müəyyən çatışmazlıqlar olmadan deyil.
Birincisi, termal transfer üçün xüsusi bir kağızın olmamasıdır, bunun əvəzinə öz-özünə yapışan etiketlər üçün uyğun bir kağız seçməyi təklif edirəm. Təəssüf ki, bütün kağızlar uyğun deyil. Daha sıx etiketləri olan birini seçməlisiniz və substratın yaxşı, hətta səthi var.
İkinci çatışmazlıq, çap dövrə lövhəsinin ölçüsünün altlığın ölçüləri ilə məhdudlaşmasıdır. Bundan əlavə, hər bir dəmir folqa şüşəsini kifayət qədər bərabər qızdıra bilməz, buna görə də ən kütləviini seçmək daha yaxşıdır.
Bununla belə, bütün bu çatışmazlıqlarla, aşağıda təsvir edilən texnologiya kiçik miqyaslı istehsalda sabit, asanlıqla təkrarlana bilən nəticə əldə etməyə imkan verdi.
Ənənəvi prosesdəki dəyişikliyin mahiyyəti ondan ibarətdir ki, kağızı tonerlə deyil, folqa fiberglasın özü ilə qızdırmaq təklif olunur.
Əsas üstünlük ondan ibarətdir ki, bu üsulla tonerin ərimə zonasında temperaturu idarə etmək asandır. Bundan əlavə, rezin rulon təzyiqi bərabər paylamağa və tonerin əzilməsinin qarşısını almağa imkan verir.(Başqa materialları sınaqdan keçirmədiyim üçün folqa fiberglas haqqında hər yerdə yazıram).
Texnologiya müxtəlif qalınlıqdakı folqa şüşəsi üçün eyni dərəcədə uyğundur, lakin qayçı ilə kəsmək asan olduğu üçün qalınlığı bir millimetrdən çox olmayan bir materialdan istifadə etmək daha yaxşıdır.
Beləliklə, biz ən köhnəlmiş folqa fiberglasdan bir parça götürürük və zımpara ilə emal edirik. Çox böyük bir dəri istifadə edilməməlidir, çünki gələcək izlər zədələnə bilər. Ancaq bir parça yeni fiberglas varsa, qum edə bilməzsiniz. Mis səthi hər halda hərtərəfli təmizlənməlidir və yağdan təmizlənməlidir.

Termal köçürmə üçün trafaret düzəldirik. Niyə etiketlər üçün bir vərəqdən lazımi parçanı kəsdik, etiketlərin özlərini substratdan ayırırıq. Laynerin printer mexanizminə ilişməsinin qarşısını almaq üçün vərəqin əvvəlində bir parça etiket buraxın.
Tonik sonradan əllərinizlə tətbiq olunacaq substratda olan sahələrə toxunmayın.

Folqa fiberglasının qalınlığı bir və ya bir millimetrdən azdırsa, fərdi lövhələrin kənarları arasındakı məsafə 0,2 mm olaraq seçilə bilər, əgər daha böyükdürsə və iş parçasını mişar ilə kəsmək niyyətindəsinizsə, onda - Torun qalınlığından və emal tolerantlığından asılı olaraq 1,5-2,0 mm.

İstifadə etdiyim toner təbəqəsi printer drayverində defolt olaraq təyin olunan təbəqədir, lakin “B & W Yarımtonlar:” (B / W Yarımton) “Bərk” (Bərk) seçilməlidir. Başqa sözlə, rastrın görünüşünün qarşısını almaq lazımdır. Siz onu trafaretdə görə bilməzsiniz, lakin bu, tonerin qalınlığına təsir edə bilər.

Stensili kağız klipləri ilə folqa fiberglas parçasına düzəldirik. Dəmirlə təmasda olmaması üçün trafaretin sərbəst kənarına başqa bir kağız klipi yapışdırırıq.
Müxtəlif markalı tonerlərin ərimə nöqtəsi təxminən 160-180C-dir. Buna görə də ütünün temperaturu 10-20C bir qədər yüksək olmalıdır. Ütünüz 180C temperatura qədər qızmırsa, onda siz onu tənzimləməli olacaqsınız.

Qızdırmazdan əvvəl ütünün altlığı yağdan və digər çirkləndiricilərdən yaxşıca təmizlənməlidir!
Dəmiri 180-190 dərəcə istilikdə qızdırırıq və şəkildə göstərildiyi kimi folqa ilə örtülmüş fiberglasa möhkəm basırıq. Dəmir fərqli yerləşərsə, lövhə çox qeyri-bərabər istiləşə bilər, çünki dəmir adətən geniş hissədə 20-30C daha çox qızdırır. İki dəqiqə saxlayırıq.

Bundan sonra, dəmiri çıxarın və bir hərəkətlə, fotoşəkilləri yuvarlamaq üçün rezin rulondan istifadə edərək, trafareti folqa ilə örtülmüş fiberglasın üzərinə zorla yuvarlayın.
Əgər qablaşdırma zamanı toner əzilirsə, yəni izlər yan tərəfə keçirsə və ya formasını dəyişirsə, o zaman printer sürücüsündə tonerin miqdarı azaldılmalıdır.
Rolikin mərkəzinin həmişə lövhənin mərkəzi boyunca hərəkət etməsi lazımdır. Rolikanın sapı elə tutulmalıdır ki, sapın “ətrafına” yönəlmiş güc vektorunun görünməsinin qarşısını alsın.

Daha bir neçə dəfə trafareti möhkəm bir şəkildə yuvarlayırıq və ortaya çıxan "sendviçi" ağır bir şeylə sıxırıq, əvvəllər ağırlığı bərabər paylamaq üçün bir neçə dəfə qatlanmış bir qəzet qoyduq.
Hər dəfə trafareti eyni istiqamətdə yuvarlayın. Rolik trafaretin bağlandığı yerdən hərəkət etməyə başlayır.
On dəqiqədən sonra mətbuatı çıxara və trafareti çıxara bilərsiniz. Baş verənlər budur.

İndi lövhənin arxasına hər hansı bir şəkildə bir şey yapışdırmaq lazımdır, bunun üçün sonradan aşındırma zamanı bu lövhəni tutmaq mümkün olacaq. (Mən isti yapışqan istifadə edirəm.)

Lövhəni dəmir xlorid həllində zəhərləyirik.
Bir həll necə hazırlanır?
Dəmir xlorid qabı təzyiqsizdirsə, çox güman ki, orada artıq konsentrasiya edilmiş bir məhlul var. Onu bir turşu qabına töküb bir az su əlavə etmək olar.
Dəmir xlorid hələ su ilə örtülməyibsə, bunu özünüz edə bilərsiniz. Yəqin ki, kristalları özləri bankadan ala bilərsiniz, lakin bunun üçün ailə gümüşündən istifadə etməyin.
Unutmayın ki, aşındırma prosesi yüksək konsentrasiyalı bir həlldə işləməyəcək, buna görə də belə bir həll aldıqdan sonra bir az su əlavə etməlisiniz.
Yeməklər kimi, vinil plastikdən hazırlanmış foto hamamdan istifadə etmək yaxşıdır, ancaq hər hansı digərindən istifadə edə bilərsiniz.
Şəkildə göstərilir ki, lövhə səthi gərginliyinə görə məhlulun səthində üzür. Bu üsul yaxşıdır, çünki aşındırma məhsulları taxtanın səthində uzanmır, dərhal hamamın dibinə batır.

Aşınmanın ən başlanğıcında, lövhənin altında hava kabarcıklarının qalmadığından əmin olmalısınız. Aşınma prosesi zamanı aşınmanın lövhənin bütün səthində bərabər şəkildə davam etdiyini yoxlamaq arzu edilir.
Hər hansı bir heterojenlik varsa, o zaman köhnə bir diş fırçası və ya bənzər bir şey ilə prosesi aktivləşdirməlisiniz. Amma bu, toner qatını məhv etməmək üçün diqqətlə edilməlidir.
Yastıqlardakı deliklərə xüsusi diqqət yetirilməlidir. Aşınma prosesinin dərhal başlamadığı yerlər daha yüngüldür. Prinsipcə, prosesin ən başlanğıcında bütün səthin və bütün çuxurların qaralmasına nail olmaq kifayətdir və sonra uğur əvvəlcədən gözlənilən bir nəticədir.

Lövhənin əsas hissəsi 15 dəqiqə ərzində həkk olunubsa, o zaman ümumi aşındırma müddətini iki dəfədən çox, yəni 30 dəqiqədən çox artırmamalısınız. Əlavə aşındırma yalnız keçiricilərin enini azaltmayacaq, həm də toneri qismən məhv edə bilər.
Adətən, yastiqciqlardakı 0,5 mm-lik bütün deşiklər iki dəfə çox vaxtda işlənir.
Mühərrik kiçik bir eksantrikə çevrilir, bu da məhlulda vibrasiya yaradır (lövhəni vaxtaşırı qaldırıb hərəkət etdirsəniz, lazım deyil).
Toneri asetona batırılmış tamponla yuyun.
Baş verənlər budur. Solda, lövhə hələ də tonerlə örtülmüşdür. Yolun eni 0,4 mm-dir.


İndi qazma zamanı mis üzərində əmələ gələn buruqları çıxara bilərsiniz. Bunu etmək üçün əvvəlcə onları rahat bir mandreldə sabitlənmiş bir bilyalı rulmanla yuvarlayın. Bu vəziyyətdə, lövhə ən yaxşı şəkildə möhkəm, düz bir səthə yerləşdirilir. Sonra, incə bir zımpara ilə, oksid əmələ gəlmişsə, misin səthindən çıxarırıq.
İş parçasını ludim edirik, bunun üçün əvvəlcə onu bir təbəqə ilə örtürük.



Dəftərxana ləvazimatları mağazasına getdim və üzərinə yapışan etiketli qablaşdırmanın şəklini çəkdim. Bu kağız termal transfer üçün uyğun deyil. Baxmayaraq ki, başqası yoxdursa, bu, bir qədər zəriflikdən sonra istifadə edilə bilər.

Termal ötürmə üçün ən əlverişli olan kağız Finlandiyanın Campas şirkəti tərəfindən istehsal edilmişdir. Kiçik qablaşdırmada identifikasiya nişanı olmadığı üçün onu sınaqdan keçirmədən müəyyən etmək mümkün olmayacaq.
Andreev S.
Evdə çap dövrə lövhələri edə bilərsiniz. keyfiyyət baxımından fabrik istehsalından demək olar ki, aşağı deyil. Müəyyən bir prosedura əməl edərək, özünüz evdə hazırlanmış məhsullarınız üçün bunu təkrarlaya bilərsiniz.
Əvvəlcə çap edilmiş izlərin nümunəsini hazırlamalısınız. Çap dövrə lövhəsini necə yetişdirmək burada müzakirə edilməyəcək, təsəvvür edin ki, rəsm artıq oradadır, jurnaldan, İnternetdən götürülmüşdür və ya şəxsən sizin tərəfinizdən və ya xüsusi bir proqramdan istifadə edərək çəkilmişdir. Naxışın hazırlanması çap edilmiş izlərin naxışının iş parçasına necə tətbiq olunacağından asılıdır. İndi üç üsul ən populyardır - silinməz bir markerlə əl ilə rəsm, "lazer dəmir" üsulu və fotorezistdə foto ekspozisiya.
Birinci yol
Birinci üsul sadə lövhələr üçün uygundur. Burada rəsmin hazırlanmasının son nöqtəsi 1: 1 miqyaslı kağız üzərində təsvir, izlərin yan tərəfdən baxılması olmalıdır. Artıq 1:1 kağız şəkli varsa yaxşıdır, məsələn, Radioconstructor jurnalında, əsasən bütün lövhələr 1:1-dir. Ancaq digər nəşrlərdə və xüsusən də İnternetdə hər şey o qədər də hamar deyil.
Fərqli miqyasda kağız təsviri varsa, o, müvafiq olaraq böyüdülməli və ya kiçildilməlidir, məsələn, miqyaslı surətçıxarma maşınında surət çıxarmaqla. Və ya kompüterə qrafik fayla skan edin və bəzi qrafik redaktorda (məsələn, Adobe Photoshop-da) ölçüləri 1: 1-ə çatdırın və printerdə çap edin. Eyni şey İnternetdən alınan lövhələrin təsvirlərinə də aiddir.
Beləliklə, yolların kənarından 1: 1 kağız rəsm var. Folqa fiberglasdan hazırlanmış bir boşluq götürürük, folqa bir az "sıfır" ilə zımpara edirik, boşluğa bir kağız naxışı qoyuruq, hərəkət etməməsi üçün yapışdırırıq, məsələn, yapışan lentlə. Bir büzmə və ya kran ilə kağızı deşiklərin olması lazım olan yerlərdə deşdik və folqa üzərində aydın görünən, lakin dayaz bir iz qalsın.
Növbəti addım kağızı iş parçasından çıxarmaqdır. İşarələnmiş yerlərdə lazımi diametrdə deliklər qazırıq. Sonra, iz nümunəsinə baxaraq, silinməz bir markerlə çap edilmiş izləri və montaj yastıqlarını çəkin. Montaj yastıqlarından çəkməyə başlayırıq və sonra onları xətlərlə birləşdiririk. Qalın xətlərin lazım olduğu yerlərdə bir neçə dəfə marker çəkin. Və ya qalın bir xəttin konturunu çəkin və sonra içəridən sıx bir şəkildə rəngləyin. Aşınma daha sonra müzakirə olunacaq.
İkinci yol
Radio həvəskarları ikinci üsulu "lazer dəmiri" adlandırdılar. Metod populyardır, lakin çox şıltaqdır. Lazımi alətlər - təzə kartricli lazer printer (yenidən doldurulmuş kartric, mənim təcrübəmə görə, ümumiyyətlə bu iş üçün uyğun deyil), adi bir məişət dəmiri, çox çətin kağız.
Beləliklə, rəsmin hazırlanması. Rəsm qara olmalıdır (yarım tonlar, rənglər olmadan), 1:1 miqyasında və üstəlik, güzgü şəklində olmalıdır. Bütün bunlara bəzi qrafik redaktorda şəkili PC-də emal etməklə nail olmaq olar. Yuxarıdakı Adobe Photoshop yaxşı işləyəcək, baxmayaraq ki, standart Windows dəstindəki ən sadə Paint proqramı belə güzgü şəklini yaratmağa imkan verir.
Rəsmin hazırlanmasının nəticəsi 1: 1 miqyaslı, qara və ağ, yarımtonlar və rənglər olmayan, lazer printerdə çap edilə bilən təsviri olan qrafik fayl olmalıdır.

Digər vacib və incə məsələ kağızla bağlıdır. Kağız sıx və eyni zamanda nazik, örtülmüş kağız olmalıdır (adi "kopyaçı üçün" yaxşı nəticə vermir). Hardan almaq olar? Əsas sual budur. Satışda, yalnız qalındır - fotoşəkillər üçün. Bizə isə nazik lazımdır. Poçt qutunuza baxın! Çoxlu reklam kitabçaları məhz belə kağız üzərində hazırlanır - nazik, hamar, parlaq. Rəngli şəkillərin olmasına diqqət yetirməyin - onlar bizə heç bir şəkildə müdaxilə etməyəcəklər. Ancaq yox, əgər çap keyfiyyətsizdirsə, yəni şəkillər barmaqlarınızı çirkləndirirsə, o zaman belə promo məhsullar bizə yaraşmaz.
Sonra faylımızı bu kağıza çap edirik və nə baş verdiyini görürük. Yuxarıda dediyim kimi, printer təzə kartriclə (və baraban kartuşdan ayrıdırsa) olmalıdır. Printer parametrlərində ən yüksək çap sıxlığına malik çap rejimini seçməlisiniz, müxtəlif printerlərdə bu rejim fərqli adlanır, məsələn, “Parlaqlıq”, “Qaranlıq”, “Kontrast”. Və heç bir iqtisadi və ya qaralama (mənasında "qaralama") rejimləri yoxdur.
Bütün bunlar lazımdır, çünki sıx və vahid bir naxış lazımdır, izlər kəsilmədən kifayət qədər qalın bir toner təbəqəsi ilə təsvir olunur, köhnəlmiş bir patron tamburunun işləməsi zamanı baş verə biləcək yüngül zolaqlar. Əks halda, naxış tonerin qalınlığında qeyri-bərabər olacaq və bu, bu yerlərdə bitmiş lövhədə iz kəsilmələrinin olmasına səbəb olacaqdır.
Naxışı çap edirik, kənarlarında bir az əlavə qalması üçün qayçı ilə kəsirik, naxışı folqa ilə tonerlə boş yerə tətbiq edirik və artıqlığı lövhənin altına bükürük ki, bu hissələr uzanan lövhə ilə sıxılsın. masanın üzərinə qoyun və naxışın hərəkətinə mane olun. Buxarlanmadan adi bir dəmir götürürük, maksimum temperatura qədər qızdırırıq. Naxışın yerdəyişməsindən qaçaraq, hamar hamar.
Həddindən artıq yüklənməyin, çünki həddindən artıq təzyiq tonerə bulaşacaq və bəzi izlər birləşəcək. İş parçasının zəif bitmiş kənarları da tonerin iş parçasına yaxşı uyğunlaşmasının qarşısını alacaq.
Ümumiyyətlə, prosesin mahiyyəti ondan ibarətdir ki, lazer printer toneri əriyir və əriyəndə folqa yapışır. İndi iş parçasının soyumasını gözləyirik. Soyuduqdan sonra 10-15 dəqiqə isti su ilə dolu bir qaba qoyun. Kaplanmış kağız yumşalır və lövhədən geri qalmağa başlayır. Kağız geridə qalmırsa, kağızı barmaqlarınızla axan suyun altında yumşaq bir şəkildə yuvarlamağa çalışın.
İş parçasında nazik bir təbəqə ilə örtülmüş naqillər görünəcək. Bütün kağızı yuvarlamaq üçün çox cəhd etmək lazım deyil, çünki belə bir səylə tuneri folqadan qopara bilərsiniz. Kağız parçalarının asılmaması və izlər arasında kağız olmaması vacibdir.
Üçüncü yol
Üçüncü üsul, fotorezist təbəqədə foto ekspozisiyadır. Fotorezist radio hissələri mağazalarında satılır. Adətən təlimatlar daxil edilir. Bu təlimatdan sonra iş parçasına bir fotorezist tətbiq etməlisiniz və o, lövhənin düzülməsini ona təqdim etməyə hazır olduqda. Sonra xüsusi bir həll - developer ilə emal edin. İşıqlandırılmış ərazilər yuyulacaq, işıqsız yerlərdə isə plyonka qalacaq.
Rəsm "lazer dəmiri" ilə eyni şəkildə hazırlanmalıdır, lakin printer üçün şəffaf bir film üzərində çap etmək lazımdır. Bu film fotorezist (iş parçasına toner) ilə müalicə olunan iş parçasına tətbiq olunur və təlimatlara uyğun olaraq məruz qalır. Bu üsul mürəkkəbdir, fotorezistin mövcudluğunu, inkişaf edən bir həlli və təlimatlara ciddi riayət etməyi tələb edir, lakin bu, demək olar ki, zavod keyfiyyətində naqil əldə etməyə imkan verir.
Bundan əlavə, printerin lazer printer olması lazım deyil - inkjet printerlər üçün şəffaf plyonkada çap etmək şərti ilə inkjet də uyğundur.Plyonu ifşa edərkən həmişə toner tərəfini iş parçasına qoymaq lazımdır, bərabər oturması üçün şüşə ilə basın. Uyğunluq boş olarsa və ya filmi digər tərəfə qoysanız, fokusun olmaması səbəbindən treklər bulanıqlaşacağı üçün görüntü keyfiyyətsiz olacaq.
PCB aşındırma
İndi turşu haqqında. Bir çox alternativ aşındırma üsullarına baxmayaraq, köhnə yaxşı "dəmir xlorid" ən təsirli olur. Əvvəllər onu əldə etmək mümkün deyildi, indi isə demək olar ki, istənilən radio hissələri mağazasında bankalarda satılır.

Dəmir xlorid məhlulu hazırlamaq lazımdır, bankada adətən bankanın içindəkilərin nə qədər su olması barədə göstəriş var. Praktik olaraq bir stəkan suya bir slayd toz ilə dörd çay qaşığı çıxır. Yaxşı qarışdır. Bu, çoxlu istilik yarada və hətta səthdə püskürə və sıçraya bilər, buna görə ehtiyatla davam edin.
Fotoşəkil çapı üçün hamamda aşındırmaq ən rahatdır, lakin adi bir keramika boşqabında da mümkündür (metal qabda heç bir halda mümkün deyil!). Lövhə cığırları aşağı vəziyyətdə yerləşməlidir və dayandırılmış vəziyyətdə olmalıdır. Mən sadəcə olaraq bir fayl ilə xüsusi hazırlanmış dörd kiçik adi tikinti kərpic parçasını boşqaba və ya hamamın içinə qoyuram ki, lövhə onların küncləri ilə uzansın.
İndi yalnız məhlulu bu konteynerə tökmək və lövhəni bu dayaqlara diqqətlə yerləşdirmək qalır. Bəzi insanlar lövhəni suyun səthi gərginliyi ilə tutmaq üçün məhlulun səthinə qoymağa üstünlük verirlər, amma bu üsulu bəyənmirəm, çünki lövhə sudan daha ağırdır və hətta bir az silkələnmə ilə batacaq.
Məhlulun konsentrasiyası və temperaturundan asılı olaraq aşındırma 10 dəqiqədən 1 saata qədər davam edir. Aşınma prosesini sürətləndirmək üçün vibrasiya yarada bilərsiniz, məsələn, masanın yanında işləyən elektrik mühərriki qoyun. Və həllini adi bir közərmə lampası ilə qızdıra bilərsiniz (masa lampası altında hamam qoymaq).
Qeyd etmək lazımdır ki, tonerin üzərindəki təbaşir qalıqları (örtülmüş kağızdan) dəmir xlorid məhlulu ilə reaksiya verir, aşındırmanın qarşısını alan baloncuklar əmələ gəlir. Bu vəziyyətdə, vaxtaşırı lövhəni çıxarmaq və su ilə yaxalamaq lazımdır.
Ən rahat və təsirli, mənim fikrimcə, dəmir xlorid həllində aşındırma üsulu ilə yanaşı, digər variantlar da var. Məsələn, azot turşusunda aşındırma. Etching çox tez baş verir və istilik sərbəst buraxılması ilə. Azot turşusu məhlulu 20% konsentrasiyadan çox olmamalıdır. Aşındıqdan sonra turşunu zərərsizləşdirmək üçün lövhəni çörək soda məhlulu ilə yumaq lazımdır.
Metod sürətli aşındırma verir, lakin onun da bir çox mənfi cəhətləri var. Birincisi, iş parçası bir qədər çox ifşa olunarsa, izlərin güclü kəsilməsi ola bilər. İkincisi və ən əsası, üsul sağlamlıq üçün çox təhlükəlidir. Azot turşusunun özü dəri ilə təmasda olduqda kimyəvi yanıqlara səbəb ola bilməsi ilə yanaşı, həkk olunduqda zəhərli qaz, azot oksidi də buraxır. Buna görə də bu üsulu tövsiyə etmirəm.
Başqa bir yol, mis sulfat və adi duz qarışığının bir həllində turşudur. Bu üsul, bir çox başqa şeylər kimi, dəmir xloridinin kommersiya baxımından mövcud olmadığı, lakin bağ üçün gübrələrin nisbətən əlverişli olduğu "yenidənqurma dövründən əvvəl" fəal şəkildə istifadə edilmişdir.
Solüsyonun hazırlanması ardıcıllığı aşağıdakı kimidir - əvvəlcə plastik və ya şüşə, keramika banyosuna su tökün. Sonra bir stəkan suya iki xörək qaşığı xörək duzu tökün. Duz tamamilə həll olunana qədər qeyri-metal bir çubuqla qarışdırın və bir stəkan suya bir qaşıq nisbətində mis sulfat əlavə edin. Yenə qarışdırırsan. Lövhəni məhlulun içinə batırın.
Əslində, turşu adi duzda baş verir və mis sulfat katalizator kimi işləyir. Bu metodun əsas çatışmazlığı bir neçə saatdan bir günə qədər ola bilən çox uzun bir aşındırmadır. Solüsyonu 60-70 ° C-yə qədər qızdırmaqla prosesi bir qədər sürətləndirə bilərsiniz. Tez-tez belə çıxır ki, bir porsiya bütün lövhə üçün kifayət deyil və məhlul yenidən tökülüb yenidən hazırlanmalıdır. Bu üsul dəmir xloriddə aşındırmadan hər cəhətdən aşağıdır və yalnız dəmir xlorid əldə etmək mümkün olmadıqda tövsiyə edilə bilər.
Avtomobil akkumulyatorları üçün elektrolitdə aşındırma. Standart sıxlığın elektrolitini bir yarım dəfə su ilə seyreltmək lazımdır. Sonra 5-6 tablet hidrogen peroksid əlavə edin. Aşınma dəmir xlorid məhlulunda olduğu kimi sürətlə baş verir, lakin elektrolit sulfat turşusunun sulu məhlulu olduğu üçün nitrat turşusunda aşındırma zamanı olduğu kimi eyni çatışmazlıqlar var. Dəri ilə təmasda yanıqlar əmələ gəlir, aşındırma zamanı zəhərli qaz ayrılır.
Oşlamadan sonra mürəkkəb, fotorezist və ya toner çap edilmiş izlərin səthindən təmizlənməlidir. Bir marker ilə rəsm, boyalar üçün demək olar ki, hər hansı bir həlledici və ya spirt, benzin, odekolon ilə asanlıqla çıxarılır. Fotorezist ağ spirt və ya asetonla çıxarıla bilər. Amma toner kimya materialına ən davamlıdır. Sadəcə mexaniki olaraq təmizləyin. Bu vəziyyətdə, izlərin özlərinə zərər verməmək lazımdır.
Boyadan təmizlənmiş (toner, fotorezist), iş parçası su ilə yuyulmalı, qurudulmalı və qazma deliklərinə davam edilməlidir. Qazmanın diametri istədiyiniz çuxurun diametrindən asılıdır. Qazmalar - metal üçün.

Şəxsən mənim üçün kompakt simsiz qazma maşını ilə yoxlamaq ən əlverişlidir. Eyni zamanda, lövhəni şaquli olaraq yerləşdirirəm, vintlər ilə vida ilə sabitlənmiş taxta bloka vidalayıram. Əlimi stolun üstünə qoyaraq, qazmağı üfüqi şəkildə hərəkət etdirirəm. Ancaq kiçik bir qazma maşınında, əlbəttə ki, daha yaxşı olacaq. Çoxları miniatür oyma matkaplarından istifadə edir, amma məndə belə avadanlıq yoxdur.
Yeri gəlmişkən, batareyanı çıxardıqdan sonra birbaşa kontaktlara ("timsahlar") gərginlik tətbiq edərək, bir qazma sürücüsünü laboratoriya enerji mənbəyindən də gücləndirə bilərsiniz. Bu rahatdır, çünki batareya olmadan qazma daha yüngüldür, yaxşı, üstəlik batareya tükənmir və ya nasaz batareyası olan bir alətdən istifadə edə bilərsiniz.
Yaxşı, lövhə hazırdır.
Günortanız xeyir dostlar! Bu gün sizə evdə çap dövrə lövhəsini necə edəcəyinizi söyləyəcəyəm. Onu istifadə etməyin bir neçə yolu var:
- Lak və ya emaye markeri
- Lazer printer (lazer ütüləmə texnologiyası (LUT))
- Film fotorezist
Bu yazıda birinci üsul olan "baba" haqqında danışacağam, çünki bunlar çox əsasdır və hər hansı bir başlanğıc bu mərhələdən keçməlidir. Çap dövrə lövhələrinin əllə çəkilməsi radioelektronika mühəndisinin təcrübəsizliyi demək deyil, baxmayaraq ki, folqa tekstolitində naxış çəkmək üçün bir çox texnologiya var, daha gözəl və daha sürətli, lakin PCB-ni müalicə edən köhnə məktəbin radioelektronikası var. istehsalat sənəti kimi əl işidir və onlara əhəmiyyət vermirlər ki, fotorezistlər, lazer printerlər və s.
Həmçinin, evdə çap dövrə lövhəsi hazırlamağın bu üsulu iki tərəfli lövhənin istehsalında faydalıdır. LUT texnologiyası ilə, deliklərin qeyri-dəqiq qazılması səbəbindən iki tərəfi birləşdirmək çətindir, sonra PCB sxemini əl ilə və ya yalnız ikinci tərəfi etmək daha asandır.
Çap dövrə lövhəsini çəkmək üçün yuxarıda göstərilən üsulların hamısı folqa tekstolitinə naxış çəkmək üsulundan başqa bir şey deyil. Evdə çap dövrə lövhəsi hazırlamaq prinsipi bir şeyə düşür, bu, artıq folqa çıxarmaq və nümunəni (izləri) tərk etməkdir.
Bizə nə lazımdır:
- Folqa tekstolit
- Kağız və qələm (qələm)
- Lak, mina, emaye markeri
- Lövhənin aşındırılması üçün konteyner.
- İncə qazma (0,7...0,9) mm.
Lak haqqında bir neçə kəlmə. İstəniləndən istifadə edə bilərsiniz, dırnaq və ya rəng üçün istifadə edə bilərsiniz ki, daha yaxşı görə biləsiniz. Mən çox gənc olanda, təxminən 20 il əvvəl, Atam anamın istifadə etdiyi qırmızı dırnaq boyası ilə yollar düzəltdi. Tez quruyan emaye istifadə edə bilərsiniz. Mən zaponlakdan çap platalarının naqilləri üçün istifadə edirəm, bizim radio ehtiyat hissələri mağazasında satılır, bir qəpiyə başa gəlir.
İndi radio hissələri mağazalarında emaye markerləri satılır, evdə çap dövrə lövhələri hazırlamaq üçün çox lazımlı bir şeydir, təxminən 200 rubla başa gəlir, uzun müddət davam edir. Xəttin qalınlığı 0,8 mm. Budur mənim Edding 780 markerimin bir nümunəsi.
Beləliklə, başlamaq üçün, elementlərin nəticələri üçün deşikləri nöqtələrlə qeyd edərək, bir qrafik kağızı və ya qutuda çap dövrə lövhəsinin düzenini düzəldirik. Mən həmişə əvvəlcə bütün elementləri alıram, sonra onların ölçüsündən və performansından asılı olaraq naqilləri düzəldirəm. Çap dövrə lövhəsini əl ilə çəkə bilməzsiniz, ancaq onu böyütün, sonra mənim etdiyim kimi hər hansı bir printerdə, o cümlədən mürəkkəb püskürtməli printerdə çap edin.
PCB-ni yerləşdirərkən, hansı tərəfi çəkdiyinizi düşünün. Bu üsulla, izlərin yerləşəcəyi tərəfə və əks tərəfdəki elementlərə nisbətən çəkmək daha yaxşıdır. Elementlərin yerləşdiyi tərəfə nisbətən çəksəniz, güzgü şəklində çəkməli olacaqsınız. Bəlkə də heç nə başa düşməmisiniz, bu cəfəngiyatdır, hər şey təcrübə ilə gəlir. Sınayın, başa düşəcəksiniz!
Sonra vərəqəmizi lövhə ilə cilalanmış, folqa tekstolitinə qoyduq və iti bir şeylə (məsələn, qaraçı iynəsi) qazma delikləri üçün işarələr qoyduq. Sonra nazik bir qazma ilə deliklər qazırıq.
Sonra bir zaponlak və ya Edding 780 emaye markerini götürürəm və bir kağız parçasından köçürərək yolları çəkirəm. Bu mərhələ ən asan və ən maraqlıdır.
Folqa tekstolitinə naxış çəkmək üçün başqa bir seçim var. Şəffaf kağıza (izləmə kağızı) bir rəsm çəkilir, sonra ülgüc bıçağı ilə diqqətlə kəsilir. Tekstolit üzərinə qoyulur və lak ilə işlənir. Bir sözlə, trafaret kimi.
Lak quruduqdan sonra çap dövrə lövhəsini aşındırmaq üçün dəmir xlorid məhlulu hazırlayırıq, onu hər hansı bir radio mağazasında ala bilərsiniz. Məhlulun necə sulandırılacağı bankanın üzərində yazılıb, mən bunu adətən gözlə edirəm.
Budur, mən lövhəni məhlulun içinə endirirəm və lövhəni diş fırçası ilə ovuşdururam.
Bir müddət sonra taxta dəmir xlorid məhlulundan çıxarılmalı və isti suda yuyulmalıdır.
İzləri lehimlə şüalandırmaq daha yaxşıdır, əks halda mis çox yaxşı oksidləşir. Sonra hissələri lehimləyirik, hamısı budur, evdə çap dövrə lövhəsi hazırdır.



















