Polietilen boruların istismar və texnoloji xassələri bir çox cəhətdən polipropilendən hazırlanmış boruların xüsusiyyətlərinə bənzəyir - korroziyaya davamlılıq, daxili səthin böyüməməsi, kimyəvi maddələrə davamlılığı, ətraf mühitə uyğunluğu, düzgün işləməsi ilə uzun xidmət müddəti. Bununla belə, fərqlər var - həm müsbət, həm də mənfi. Polietilenin nisbətən aşağı istilik müqaviməti 40-50 ° C-dən yuxarı temperaturda media daşımaq üçün polietilen boruların istifadəsinə imkan vermir. Onlar əsasən soyuq su təchizatı, qaz kəmərləri, havalandırma sistemləri və s. İstisna, +95 ° C-ə qədər olan temperaturda istifadə edilə bilən çarpaz bağlı polietilendir (PE-X, XLPE, PE-S). Polietilen boruların yüksək şaxtaya davamlılığı (-70°C-ə qədər) onları açıq boru kəmərlərinin tikintisi üçün əla material edir.
Polietilen boruların qaynaq üsulları
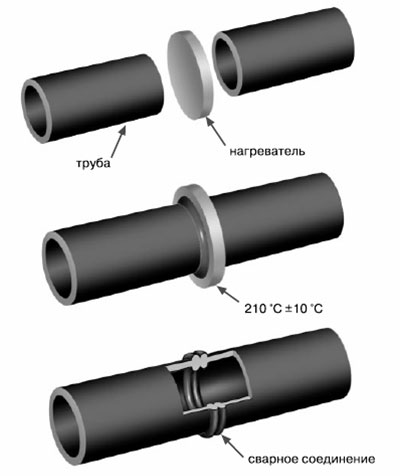
Polietilen özlü-axın vəziyyətinin geniş temperatur diapazonu (70°C-dən çox) və ərimənin nisbətən aşağı özlülüyünə görə yaxşı qaynaqlanmış materiallar qrupuna aiddir.Polietilen borular üç yolla qaynaqlanır - butt, rozetka və elektrofüzyon (gömülü qızdırıcılarla) qaynaq.
Soket qaynağı
Polietilen boruların rozetka qaynağı, polipropilen boruların rozetka qaynaqları qədər geniş yayılmamışdır, baxmayaraq ki, bu metodun özü texniki cəhətdən sadədir və polipropilen borular üçün etibarlıdır. Bu, çox güman ki, polietilen boruların əsasən uzun xətləri və az sayda döngələri olan xarici boru kəmərlərinin çəkilməsi üçün istifadə edilməsi ilə əlaqədardır. Və rozetka qaynağı, bildiyiniz kimi, kiçik diametrli borulardan hazırlanmış və müxtəlif istiqamətlərdə çoxlu növbələr olan otaqlarda qoyulmuş daxili boru kəmərlərinin quraşdırılması zamanı üstünlüklərini maksimuma çatdırır.
Buna baxmayaraq, polietilen boruların soket qaynağı texnoloji cəhətdən inkişaf etmiş və etibarlı bir əlaqə üsuludur. Onun rejiminin parametrləri praktiki olaraq polipropilen boruların qaynaq parametrlərindən fərqlənmir (bax: Polipropilen boruların qaynaqlanması). İstifadə olunan avadanlıq, bütün əsas texnikalar, lehimləmə dəmirinin istilik temperaturu və əməliyyatların vaxt intervalları polipropilen boruların qaynaqlanması ilə eyni (və ya demək olar ki, eyni) olaraq qalır.
Quraşdırılmış qızdırıcılar (elektrofuziya qaynağı) istifadə edərək qaynaq, qaynaq qaynağı üçün avadanlıq yerləşdirməyin çətin və ya qeyri-mümkün olduğu məhdud yer olan yerlərdə istifadə üçün əlverişlidir. Onun üçün bağlı boruların minimum diametri ilə bağlı heç bir məhdudiyyət yoxdur. Ən kiçik diametrlərdən - 20 mm-dən başlayaraq istifadə edilə bilər.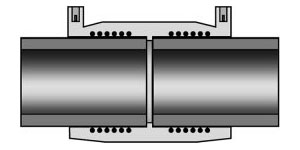
Quraşdırılmış qızdırıcıları olan fitinqlər ilə boruları qaynaq edərkən, birləşmə qızdırılır və material elektrik cərəyanının keçdiyi fitinqdə quraşdırılmış metal teldən bir spiral ilə əridilir. Borunun istilik genişlənməsi səbəbindən qaynaq zonasında təzyiq və birləşmənin sızdırmazlığı yaranır. Elektrofüzyon qaynağını həyata keçirmək üçün elektrofüzyon qolunun özünə və polietilen boruların qaynaqlanması üçün bir aparata sahib olmaq lazımdır, onun köməyi ilə istilik naqilinə gərginlik verilir.

Butt qaynaq
Soket qaynaqında olduğu kimi, polietilen boruların qaynaq texnologiyası əsasən polipropilendən hazırlanmış boruların qaynaqlanması ilə eynidır. Yeganə fərq, polietilen üçün polipropilendən bir qədər aşağı təzyiqlər (istilik və pozma zamanı) və vaxt (istilik və soyutma zamanı) istifadə olunur. Bu parametrlərin müqayisəli məlumatları aşağıdakı cədvəldə verilmişdir.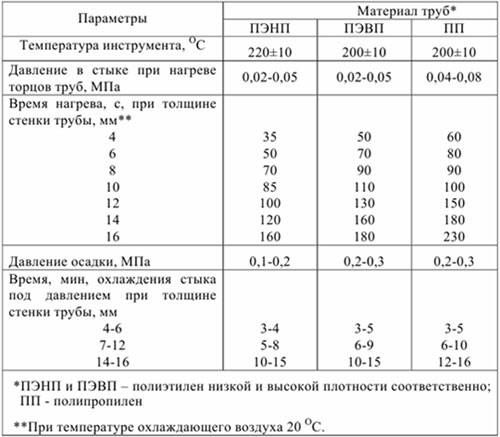
Butt qaynaq, diametri 50 mm-dən başlayaraq polietilen boruların inteqral quraşdırılmasının əsas üsuludur. Bu dəyərin ilkin olaraq seçilməsi, 50 mm boruların divar qalınlığının 5 mm-ə çatması ilə bağlıdır - yalnız etibarlı bir əlaqənin təmin edildiyi dəyər. Daha kiçik diametrli borular üçün qaynaq qaynaqının istifadəsi də qeyri-mümkündür, çünki bu üsulla əmələ gələn daxili flaş onsuz da kiçik keçidi çox daraldır.
Eyni divar qalınlığı olan boruların qaynaqlanması üçün quyruq qaynağı tövsiyə olunur. Bəzən bu qaydaya istisnalar edilir. Bu vəziyyətdə, daha çox divar qalınlığı olan bir boru boru oxuna 15 ± 3 ° bir açı ilə kəsilir və beləliklə təmas səthlərinin eyni sahəsi təmin edilir.
Polietilen boruların quyruq qaynaqının mahiyyəti ondan ibarətdir ki, boruların qızdırılan alətlə əridilmiş çeviklik vəziyyətinə gətirilən ucları təzyiq altında bir-birinə bağlanır və birləşmə tam soyudulana qədər bu vəziyyətdə saxlanılır.
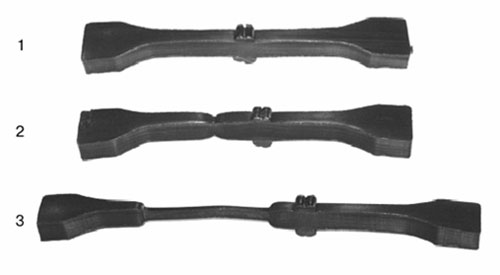
Yaranan butt birləşməsi borunun özündən daha yüksək gücə malikdir. Nümunəni gərmə maşınında bir butt birləşməsinin bir parçası ilə sınaqdan keçirərkən, onun qırılması qaynaq boyunca deyil, bütün materialın yerində baş verir (1 - bütün nümunə, 2 və 3 - uzanma mərhələləri).
Polietilen boruların qaynaq qaynağı üçün avadanlıq olaraq, hər biri müəyyən funksiyaları yerinə yetirən bir neçə qovşaqdan ibarət qaynaq maşınları istifadə olunur.
Dörd və ya iki daşınan və sabit sıxaclı mərkəzləşdirici boruların sıxılması, mərkəzləşdirilməsi və azaldılması üçün istifadə olunur. Trimmer (planer) onların uclarını emal etmək üçün nəzərdə tutulmuşdur. İstilik alətinin (qaynaq güzgüsü) köməyi ilə borular qızdırılır. Cihazda boruları qaynaq güzgüsünə (qızdırdıqda) və bir-birinə (qıvrılma zamanı) basdıran bir qüvvə yaradan bir cihaz var. Enerji təchizatı və idarəetmə blokları qovşaqlara gərginlik verir və bütün parametrləri tələb olunan intervalda saxlayır.

Plastik boruların qaynaq qaynağı üçün aparat: 1 - hər iki tərəfdən bıçaqlı trimmer, 2 - qızdırıcı.

Boru kəsiciləri boruları kəsmək üçün istifadə olunur.

Döşəmə qaynağı üçün müxtəlif fitinqlər (tıxaclar) istehsal olunur.
Döşəmə qaynaqının əsas parametrləri. Döşəmə qaynaqının əsas parametrlərinə aşağıdakılar daxildir: alətin istilik temperaturu, boruların qaynaq güzgüsünə və bir-birinə basma qüvvəsi və əməliyyatların müddəti. Təzyiq dəyişikliyini sikloqram şəklində təqdim etmək rahatdır.
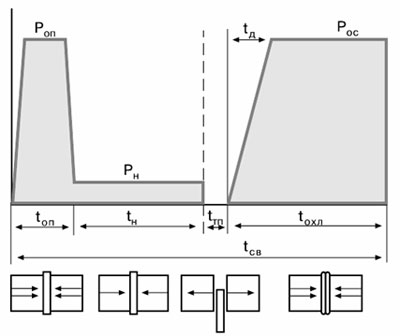
Polimer boruların quyruq qaynaqının sikloqramı: t op - ucların əridilmə vaxtı, t n - qızdırma (istiləşmə) vaxtı, t tp - qızdırıcının çıxarılması üçün texnoloji fasilənin vaxtı, t d - boruların qaldırılma vaxtıdır. çöküntünün təzyiqi, t sərin - təzyiq altında qaynaqlanan birləşmənin soyudulması vaxtı, t sv - ümumi qaynaq vaxtı, P op - ərimə zamanı qızdırıcının boruların uclarına təzyiqi, P n - isitmə (qızdırma) zamanı boruların uclarında olan qızdırıcı alət, P os yıxılma zamanı boruların uclarına olan təzyiqdir.
Təzyiq nəzarəti sıxılma qüvvəsi yaradan hidravlik nasosun manometrindən istifadə etməklə həyata keçirilir. Təzyiq əl ilə və ya manometrsiz bir cihaz tərəfindən yaradılarsa, nəzarət burrın formalaşmış muncuqlarının forması və ölçüsü baxımından vizual olaraq həyata keçirilir. Əməliyyatların vaxtı saniyəölçən tərəfindən idarə olunur.
Qaynaq ardıcıllığı. Butt qaynaq aşağıdakı ardıcıllıqla həyata keçirilir.
- Birləşdirilmiş boruların uclarını təmizləyin və yağdan təmizləyin.
- Borular qaynaq qurğusunun mərkəzləşdiricisində bərkidilir və oxa perpendikulyarlığını təmin etmək üçün ucları kəsici ilə işlənir (üzlülük yerinə yetirilir). Kəsmədən sonra boşluq olmamasını yoxlamaq üçün iş parçaları bir araya gətirilir. Diametri 110 mm-dən az olan borular üçün 0,3 mm-dən çox olmayan boşluqlara icazə verilir.
- Boruların ucları arasında bir qaynaq güzgüsü quraşdırılır, iş temperaturuna qədər qızdırılır - avadanlıq və boru materialı üçün təlimatlara uyğun olaraq. Bütün növ polietilenlər üçün alətin istilik temperaturu 205-230°C aralığındadır.
- Boruların ucları güzgüyə qarşı P op qüvvəsi ilə basdırılır, 4-6 kq/sm 2 təzyiq yaradır - ucların perimetri boyu 0,5-2,0 mm hündürlüyündə burr görünənə qədər. Bundan sonra təzyiq 0,2-0,5 kq/sm 2 dəyərinə endirilir və bütün isitmə müddəti ərzində belə saxlanılır. Təzyiqlərin dəqiq dəyərləri və istilik müddəti avadanlıq və borular üçün təlimatlarda var. İstinad dəyərləri yuxarıdakı cədvəldə verilmişdir. Soyuq havada PE borularının qaynaqlanması onların istiləşməsi üçün vaxtın artırılmasını tələb edə bilər (alətin temperaturunu artırmaq qəbuledilməzdir). Müxtəlif xarici şərtlər üçün istilik vaxtının optimal dəyəri lazımsız boru kəsiklərində sınaq qaynağı etməklə ən yaxşı şəkildə müəyyən edilir.
- İstiləşmə vaxtı keçdikdən sonra mərkəzləşdiricinin boru ilə daşınan qısqacı 5-6 sm məsafəyə çəkilir, qaynaq güzgüsü qaynaq zonasından çıxarılır və borular təmasda olana qədər bir araya gətirilir, yağıntı təzyiqi yaratmaq P OS 1-3 kq/sm 2 . Eyni zamanda, yaranan burrın ölçüləri və konfiqurasiyası vizual olaraq idarə olunur. Yağıntı təzyiqi birləşmənin bütün soyutma müddəti ərzində saxlanılır.
- Boruları mərkəzləşdiricinin sıxaclarından çıxarın.
Qaynaqlanmış birləşmələrin keyfiyyətinə dair tələblər
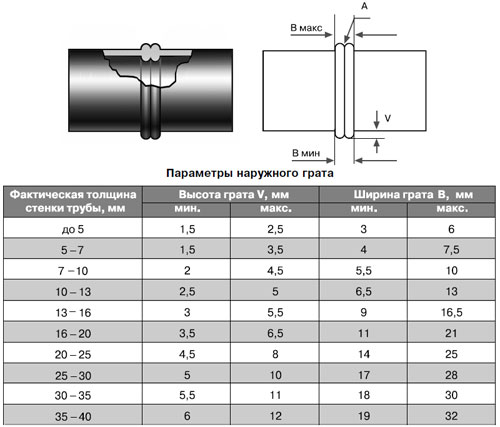
Düzgün hazırlanmış qaynaq birləşməsinin görünüşü və parametrləri müəyyən tələblərə cavab verməlidir, o cümlədən aşağıdakılar.- Burr rulonlarının ölçüləri aşağıdakı şəkildə göstərilən dəyərlərə uyğun olmalıdır.
- Boncuk birgə çevrə ətrafında bərabər və simmetrik olaraq paylanmalıdır.
- Qaynaqlanmış boruların divarlarının radial istiqamətdə qarşılıqlı yerdəyişməsi onların qalınlığının 10% -dən çox olmamalıdır.
- Muncuqlar (füzyon xətti) arasındakı depressiya (A) boruların xarici səthinin altında yerləşdirilməməlidir.
- Flaşın rəngi boruların rəngi ilə eyni olmalıdır. Çatların, məsamələrin və xarici daxilolmaların olmasına icazə verilmir.
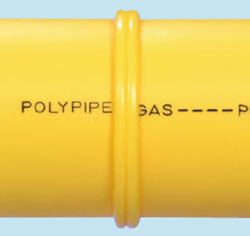
Aşağıdakı şəkildə bütün texnoloji parametrlərə uyğun olaraq hazırlanmış bir qaynaq göstərilir. Müəyyən edilmiş dəyərlərdən kənara çıxmayan yuvarlaq forma və ölçülərə malik hamar, simmetrik silindrlər ilə fərqlənir.

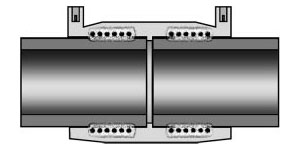
Texnologiyanın pozulması ilə tikilmiş tikişlər belə görünür.
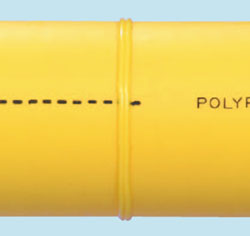
Muncuqların çox kiçik ölçüləri boruların yıxılması zamanı təzyiqin düzgün qiymətləndirilmədiyini və ya qeyri-kafi istiləşmə vaxtını göstərir.
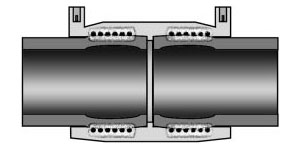
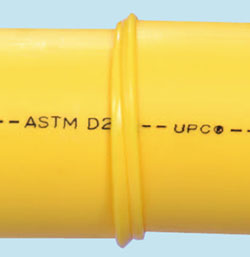
Həddindən artıq böyük silindrlər həddindən artıq istiləşmə vaxtını və ya həddindən artıq yüksək qızdırıcının temperaturunu göstərir.
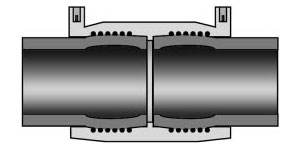
Boruların uclarının bir-birinə nisbətən yerdəyişməsi, mərkəzləşdiricidə boruların zəif hizalanması və ya bərkidilməməsi ilə baş verir.
Keyfiyyətsiz üzlük (boruların qapalı ucları arasında boşluğun olması) boruların perimetri boyunca buruğun qeyri-bərabər paylanmasına səbəb olur.
Polietilen boruların quraşdırılmasının bəzi xüsusiyyətləri
Bütün materiallar kimi, polietilen borular da istilik genişlənməsinə və büzülməsinə məruz qalır. Xəndəklərə qoyulmuş və torpaqla örtülmüş borular səthə qoyulanlardan daha az ölçüdə dəyişir. Xəndəklərdə borular quraşdırarkən istilik genişlənməsini kompensasiya etmək üçün "ilan" döşənməsi istifadə olunur.
Polietilen boruların quraşdırılması aşağı temperaturda onların elastikliyinin azalması nəzərə alınmaqla aparılmalıdır. Çox kiçik əyilmə radiuslarına icazə verilməməlidir. Aşağıdakı cədvəl borunun xarici diametrindən və ətraf mühitin temperaturundan asılı olaraq minimum icazə verilən əyilmə radiuslarının dəyərlərini göstərir.



















